聚合物的超分子結(jié)構(gòu)對注塑條件及制品性能的影響非常明顯。聚合物按其超分子結(jié)構(gòu)可分為結(jié)晶型和非結(jié)晶型�,結(jié)晶型聚合物的分子鏈呈有規(guī)則的排列�,而非結(jié)晶態(tài)聚合物的分子鏈呈不規(guī)則的無定型的排列�。不同形態(tài)表現(xiàn)出...
來源: 發(fā)布時間:2019年04月17日 11:56:35 閱讀:5086
注塑成型又稱注射模塑成型,它是一種注射兼模塑的成型方法�。注塑成型方法的優(yōu)點(diǎn)是生產(chǎn)速度快、效率高�,操作可實(shí)現(xiàn)自動化,花色品種多�,形狀可以由簡到繁,尺寸可以由大到小�,而且制品尺寸精確,產(chǎn)品易更新?lián)Q代�,...
來源: 發(fā)布時間:2019年04月11日 16:48:48 閱讀:6725
模具溫度對結(jié)晶度及成型收縮率有一定的影響,高模溫結(jié)晶度高�、耐磨性、硬度�、彈性模量增加、吸水性下降�、制品的成型收縮率增加;低模溫結(jié)晶度低�、韌性好、伸長率較高�。
來源: 發(fā)布時間:2019年04月10日 16:47:04 閱讀:7888
注塑工藝設(shè)定要考慮收縮率�、流動性、結(jié)晶性、熱敏性塑料及易水解塑料�、應(yīng)力開裂及熔體破裂、熱性能及冷卻速度�、吸濕性等因素。
來源: 發(fā)布時間:2019年04月04日 09:32:31 閱讀:8225
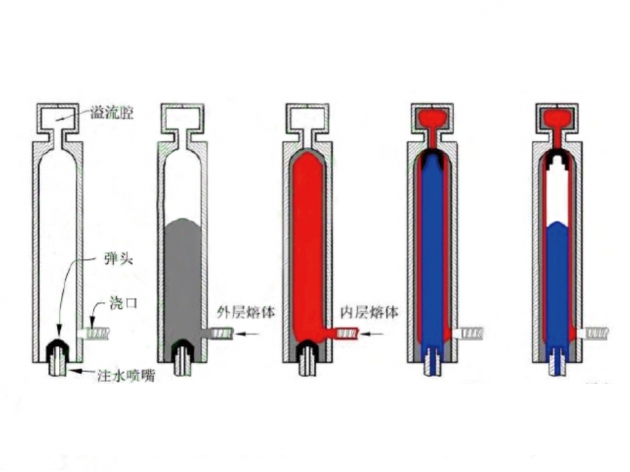
當(dāng)流動性能較差的低溫高粘度熔料在注料口及流道中以半固化波動狀態(tài)注入型腔后�,熔料沿模腔表面流動并被不斷注入的后續(xù)熔料擠壓形成回流及滯流,從而在塑件表面產(chǎn)生以澆口為中心的年輪狀波流痕�。
來源: 發(fā)布時間:2019年04月03日 09:31:14 閱讀:7069
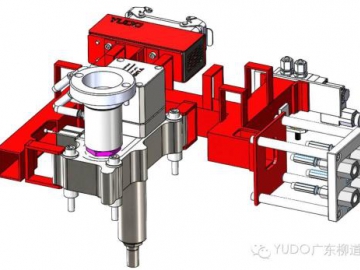
熱流道系統(tǒng),又稱熱澆道系統(tǒng)�,主要由熱澆口套,熱澆道板�,溫控電箱構(gòu)成。我們常見的熱流道系統(tǒng)有單點(diǎn)熱澆口和多點(diǎn)熱澆口二種形式�。單點(diǎn)熱澆口是用單一熱澆口套直接把熔融塑料射入型腔,它適用單一腔單一澆口的塑...
來源: 發(fā)布時間:2019年03月29日 09:44:18 閱讀:7073
在塑料制品的成型過程中,凡能減小制品中聚合物分子取向的成型因素都可能降低取向應(yīng)力�;但凡能使制品中聚合物均勻冷卻的工藝條件都能降低冷卻內(nèi)應(yīng)力;凡有助于塑料制品脫模的加工方法都有利于降低脫模內(nèi)應(yīng)力�。
來源: 發(fā)布時間:2019年03月28日 09:38:20 閱讀:5919
聚氨酯(PU)一直以來都被當(dāng)作一種用途廣泛的材料。由于其初始產(chǎn)品可以化學(xué)裁剪�,因此它幾乎出現(xiàn)在我們?nèi)粘I畹母鱾€角落。所以�,PU多年來一直在全球保持著持續(xù)增長也就不足為奇了�。
來源: 發(fā)布時間:2019年03月25日 14:42:06 閱讀:7367
注塑工藝設(shè)定要考慮收縮率、流動性�、結(jié)晶性、熱敏性塑料及易水解塑料�、應(yīng)力開裂及熔體破裂、熱性能及冷卻速度�、吸濕性等因素。
來源: 發(fā)布時間:2019年03月21日 14:51:28 閱讀:7012





























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





