廖錢生1,3 柳和生2 匡唐清2 劉家豪2 張偉2
1.華東交通大學(xué)交通運(yùn)輸工程學(xué)院,南昌330013;2.華東交通大學(xué)機(jī)電與車輛工程學(xué)院����,南昌330013;3.南昌工程學(xué)院機(jī)械工程學(xué)院,南昌330099
摘要:為研究玻纖含量對以長玻纖增強(qiáng)聚丙烯為外層材料����、純聚丙烯為內(nèi)層材料水驅(qū)動彈頭輔助共注射成型(W-PACIM)管件的影響,采用試驗(yàn)方法分析了玻纖含量對管件殘余壁厚����、玻纖取向分布規(guī)律及管件耐壓性能的影響規(guī)律及影響機(jī)理��。結(jié)果表明:隨著玻纖含量的升高,管件總殘余壁厚先減小后增大����;管件外層根據(jù)玻纖取向的分布特點(diǎn)可分為近模壁層、中間層和近界面層���,且玻纖沿熔體流動方向的取向由外而內(nèi)逐層升高�,隨著玻纖含量的增大����,外層玻纖分布均勻性降低;管件的耐壓性能先增后減�,玻纖含量為20wt%時,管件耐壓性能最好�����。
關(guān)鍵詞:玻纖含量�����;W-PACIM;殘余壁厚���;玻纖取向��;耐壓性能
引言
玻纖增強(qiáng)聚丙烯是一種以純聚丙烯(polypropylene,PP)為基體���,玻璃纖維為增強(qiáng)相����,通過特定工藝生產(chǎn)的高分子復(fù)合材料����。根據(jù)玻璃纖維的長度,可分為短玻纖增強(qiáng)聚丙烯和長玻纖增強(qiáng)聚丙烯(longglassfiberreinforcedpolypropylene,LGFRPP)�����。LGFRPP具有低成本�����、低密度的優(yōu)點(diǎn)����,同時也具備良好的加工性能和力學(xué)性能[1],廣泛應(yīng)用于家電、汽車等領(lǐng)域[2-3]。
水驅(qū)動彈頭輔助共注塑成型(Water-PoweredProjectile-AssistedCo-injectionMolding,W-PACIM)是由本課題組近年提出的一種結(jié)合水輔助共注塑工藝和水驅(qū)動彈頭輔助注塑工藝的新型注塑工藝[4-5],該工藝綜合了以上兩種工藝的優(yōu)點(diǎn)����,克服了各自的局限,可成型雙層恒定中空截面的管件����。以LGFRPP為外層材料��,PP為內(nèi)層材料的W-PACIM管件����,既有良好的力學(xué)性能,也有光滑的內(nèi)表面質(zhì)量�����。
纖維含量對纖維增強(qiáng)復(fù)合材料注塑制件的影響受到了眾多研究者的關(guān)注����。SeonYeongPark等[6]通過試驗(yàn)研究了不同纖維長度、纖維含量和加工方法對制件物理性能和力學(xué)性能的影響�����,發(fā)現(xiàn)LGFRPP的剪切粘度隨著玻纖含量的增加而提高。陳生超等[7]通過觀測發(fā)現(xiàn)玻纖含量的增加加劇了長玻纖的斷裂����,增加了玻纖在制品中的團(tuán)聚。
OumaymaHamlaoui等[8]通過試驗(yàn)研究了玻纖含量對玻纖增強(qiáng)PBT復(fù)合材料機(jī)械性能和物理性能的影響��,研究發(fā)現(xiàn)�,隨著玻纖含量的增加,復(fù)合材料的熔體流動指數(shù)降低����,進(jìn)而影響注塑制件的表面質(zhì)量。對于共注塑成型�����,纖維含量的差異也影響著內(nèi)外層材料的充填過程�,進(jìn)而影響內(nèi)外層材料的分布。SomjatePatcharaphun等[9-10]通過試驗(yàn)研究玻纖含量對共注塑成型中內(nèi)外層材料分布和機(jī)械性能的影響����。發(fā)現(xiàn)外層材料玻纖含量越高,其凝固層越厚�,這可歸結(jié)于因玻纖含量不同而導(dǎo)致的傳熱特性差異;發(fā)現(xiàn)玻纖含量���、玻纖取向及玻纖剩余長度都會影響制件的機(jī)械性能�����。匡唐清等[11]通過試驗(yàn)研究了玻纖含量對SGFRPP溢流法水輔成型管件的壁厚及玻纖取向分布的影響,發(fā)現(xiàn)隨著玻纖含量的增加����,管件壁厚逐漸減?。徊@w在管件厚度方向的分布分為三個區(qū)域:近模壁層����、中間層和近水道層����,近模壁層和近水道層的玻纖沿填充方向的取向度較高���,中間層取向度較低。隨著數(shù)值模擬技術(shù)的發(fā)展����,部分研究人員采用數(shù)值模擬的方法對纖維含量的影響進(jìn)行了研究����。江青松等[12]通過數(shù)值模擬發(fā)現(xiàn)注塑制件的翹曲變形隨纖維含量的增加而降低�。趙建等[13]通過數(shù)值模擬研究纖維含量對纖維取向及制件殘余應(yīng)力的影響���,發(fā)現(xiàn)隨著纖維含量的增加����,纖維制件的相互作用減弱�����,纖維取向程度升高���。
本文通過試驗(yàn)�����,以不同玻纖含量的LGFRPP為外層材料��、PP為內(nèi)層材料制備系列W-PACIM管件����,比較分析了同等試驗(yàn)條件下玻纖含量差異對管件殘余壁厚�、壁厚均勻性����、玻纖取向分布規(guī)律及管件耐壓性能的影響規(guī)律及機(jī)理。
1 試驗(yàn)方法與材料
1.1 W-PACIM工藝過程
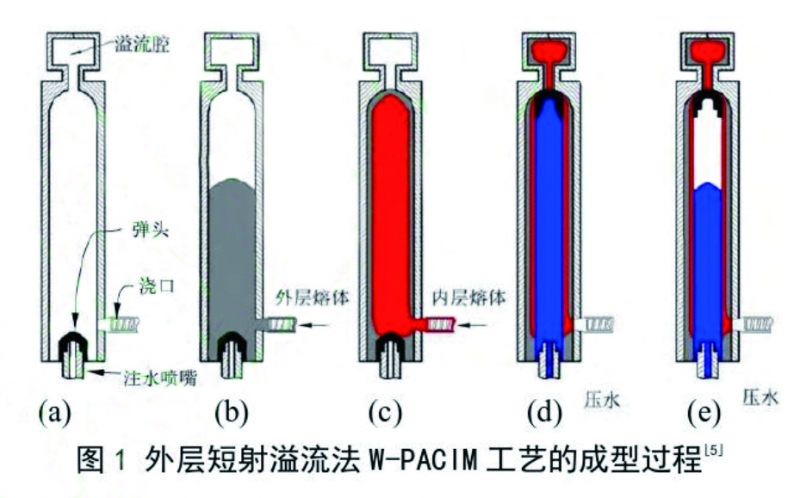
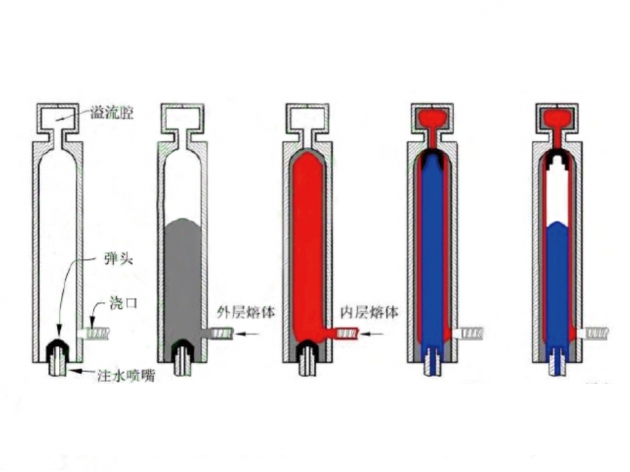
W-PACIM的工藝過程是先將彈頭放置于噴
水口處(a),接著按順序注入外層熔體(b)和內(nèi)層熔體(c),再注入高壓水驅(qū)動彈頭在內(nèi)層熔體中穿透(d),形成具有中空結(jié)構(gòu)的內(nèi)外層結(jié)構(gòu)�,保壓冷卻后進(jìn)行排水(e)。根據(jù)內(nèi)外層熔體注射后型腔是否注滿分為短射法和溢流法�����,其中溢流法又可分為外層短射溢流法和外層滿射溢流法���,為節(jié)省材料���,本文采用外層短射溢流法���,工藝過程如圖1所示。
圖1外層短射溢流法W-PACIM工藝的成型過程5
1.2 材料
外層材料:玻纖含量為10wt%����、20wt%��、30wt%及40wt%的LGFRPP,粒料長度12mm,玻纖初始長度12mm,沙特沙伯基礎(chǔ)公司生產(chǎn)�����,牌號分別為GB301HP、GB302HP,����、GB303HP及GB304HP����。
內(nèi)層材料:粒料直徑4mm,中國石油化工股份有限公司生產(chǎn)�,牌號為PPH-T03���。
1.3 成型試驗(yàn)平臺
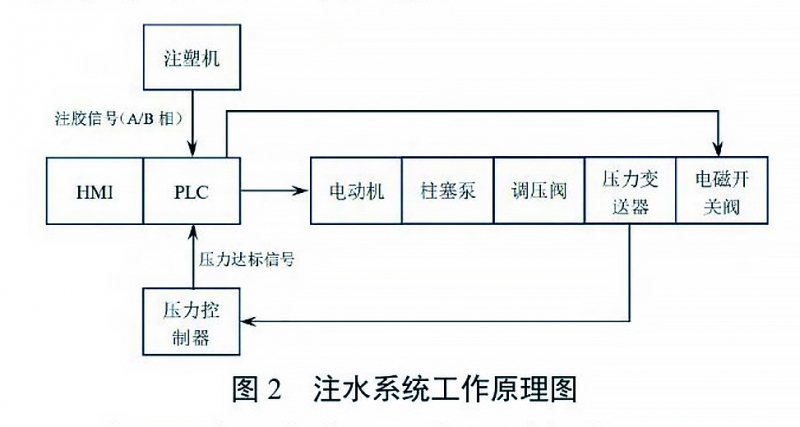
成型設(shè)備平臺包括注塑機(jī)����、自行設(shè)計的模具及自研注水系統(tǒng)。注塑機(jī):海天塑機(jī)集團(tuán)有限公司生產(chǎn)����,型號為MA1600M/380-E80,具備共注塑的能力�。模具:用于成型直徑16mm��、長度245mm的圓形直管件�。注水系統(tǒng)主要由人機(jī)界面(HumanMachineInterface,HMI)��、PLC、電動機(jī)��、高壓柱塞泵����、調(diào)壓閥��、壓力變送器、壓力控制器及電磁開關(guān)閥組成���,其工作原理如圖2所示�。
1.4 分析測試儀器
掃描電子顯微鏡(SEM),NovaNonaSEM450型����,荷蘭FEI公司�����;金相顯微鏡:奧林巴斯公司,
型號BX53M;管材耐壓試驗(yàn)機(jī)���,MTSH-06,天津美特斯試驗(yàn)機(jī)廠���,測量精度:±0.01MPa�����。
圖2注水系統(tǒng)工作原理圖
1.5 以PP/LGFRPP為內(nèi)外層材料的W-PACIM管件成型
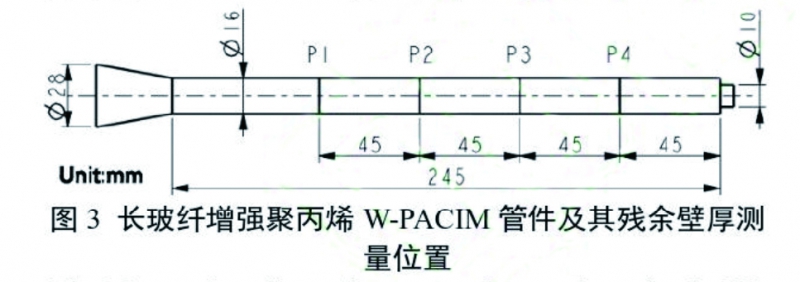
基于原有的W-PAIM試驗(yàn)平臺[14-18],將單注注塑機(jī)替換為可共注的注塑機(jī)��,升級控制系統(tǒng)之后,可進(jìn)行W-PACIM注塑成型���。以PP為內(nèi)層材料���,玻纖含量為10wt%、20wt%����、30wt%和40wt%的LGFRPP為外層材料���,采用外層短射溢流法制備系列W-PACIM直管����,如圖3所示���。
圖3長玻纖增強(qiáng)聚丙烯W-PACIM管件及其殘余壁厚測量位置
注塑機(jī)料筒溫度設(shè)置如下(從進(jìn)料口至噴嘴):
A料筒:230℃����、240℃����、250℃���、260℃�、255℃�����、250℃。
B料筒:200℃�����、210℃、220℃�、230℃����、220℃�。
1.6 玻纖斷裂長度及表征
截取一小部分已冷卻的管件或熔體置于馬弗爐中�,緩慢升溫至600℃,持續(xù)2h,去除W-PACIM
管件中的PP材料,將剩下的玻纖置于水溶液進(jìn)行溶解分散����,通過金相顯微鏡和Image-ProPlus6.0軟件對玻纖進(jìn)行長度測量�����,每個試樣測量約500根玻纖的長度����,取其算術(shù)平均值作為最終的剩余玻纖長度,并對其玻纖長度的分布范圍進(jìn)行分析���。
1.7 殘余壁厚測量
管件的殘余壁厚(ResidualWallThickness,RTW)指的是熔體被水驅(qū)動彈頭穿透形成中空截面后,內(nèi)壁與外壁之間的厚度�����。在共注塑成型情況下�����,總殘余壁厚分為內(nèi)層殘余壁厚和外層殘余壁厚�,其測量方法一致����,內(nèi)層殘余壁厚為內(nèi)壁與內(nèi)外層界面之間的厚度���,外層殘余壁厚為內(nèi)外層界面與外壁之間的厚度���。
每組試驗(yàn)中�����,取3根管件作為壁厚測量的試樣,在管件的4個位置(P1�、P2、P3����、P4)進(jìn)行橫向切斷,如圖3所示��。在每個切斷面上取4個方位的等分點(diǎn)�����,對每個方位進(jìn)行測量壁厚值,最終的壁厚取四個等分點(diǎn)壁厚的算術(shù)平均值��。測量壁厚時需要測量試樣的總壁厚及外層壁厚�,而內(nèi)層壁厚通過差值計算可得。
1.8 SEM試樣制備及微觀觀測
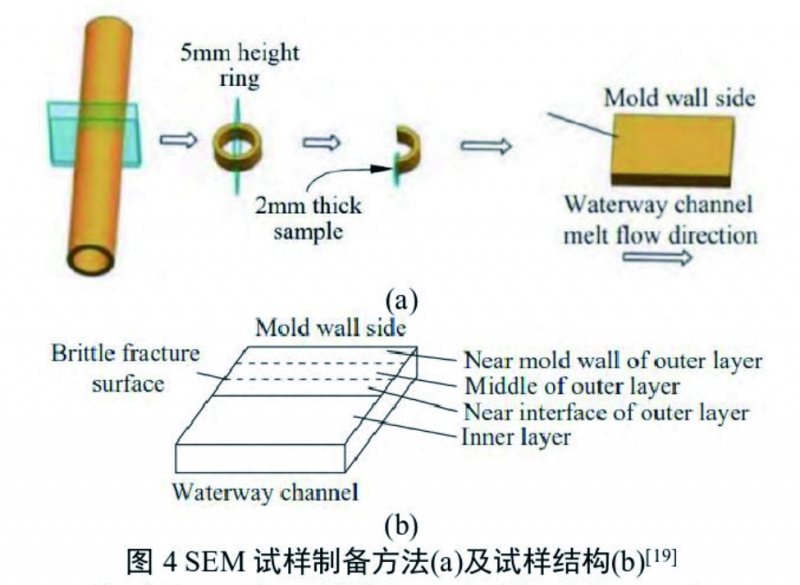
在管件中段截取高為5mm的圓環(huán)�,并在沿壁厚方向上切一個小口���,置于盛有液氮的器皿中進(jìn)行冷卻處理約20min后取出,沿小口處將其脆斷���,此時再沿直徑方向切取厚度為2mm的薄片�,如圖4(a)所示,將薄片置于貼有導(dǎo)電膠的載物臺上���,進(jìn)行噴金處理后再利用SEM對試樣進(jìn)行觀測����。
圖4SEM試樣制備方法(a)及試樣結(jié)構(gòu)(b)[19]
2 試驗(yàn)結(jié)果與討論
2.1 玻纖含量對W-PACIM管件玻纖斷裂長度的影響
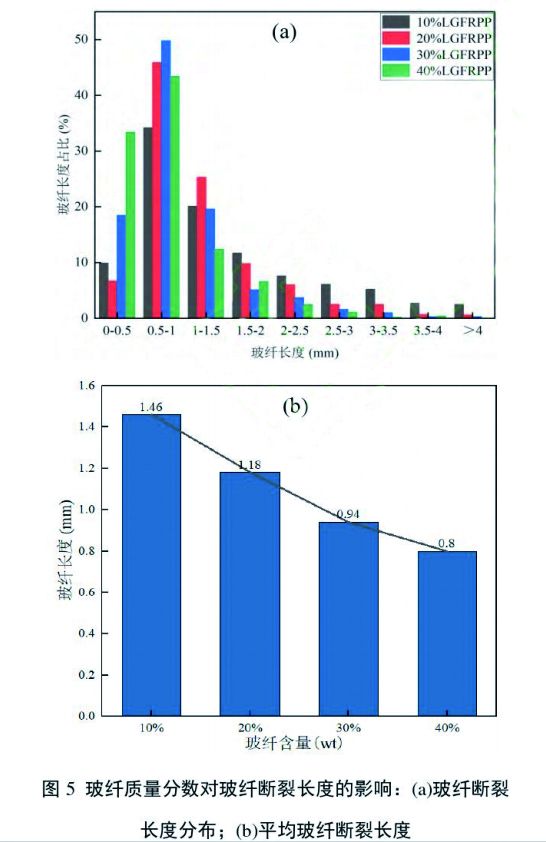
玻纖含量對W-PACIM管件玻纖斷裂長度的影響如圖5所示。由圖5(a)可知���,玻纖含量為10wt%時�,94.8%的玻纖斷裂長度在0~3.5mm范圍內(nèi)����;玻纖含量為20wt%時��,93.7%的玻纖斷裂長度在0~2.5mm范圍內(nèi)����;玻纖含量為30wt%時���,93%的玻纖斷裂長度在0~2mm范圍內(nèi);玻纖含量為40wt%時����,95.4%的玻纖斷裂長度在0~2mm范圍內(nèi)�。隨著玻纖含量的增加,玻纖剩余長度大于1mm的玻纖數(shù)量由10wt%的55.9%減小到40wt%的23.2%�。
由此可知,隨著玻纖含量的增加���,玻纖斷裂長度分布范圍變窄����,且更趨于集中在較短的玻纖長度范圍內(nèi)�。由圖5(b)可知��,玻纖含量由10wt%增長到40wt%,其平均玻纖斷裂長度由1.46mm減小至0.8mm,呈逐漸減小的趨勢。這是因?yàn)殡S著玻纖含量的增加���,玻纖密度加大�����,玻纖增強(qiáng)塑料在料筒中螺桿剪切塑化����、流道中剪切流動及型腔中充填剪切流動過程中,熔體中的玻纖相互干涉的幾率增多�,使得平均剩余玻纖長度減小。
2.2 玻纖含量對W-PACIM殘余壁厚的影響
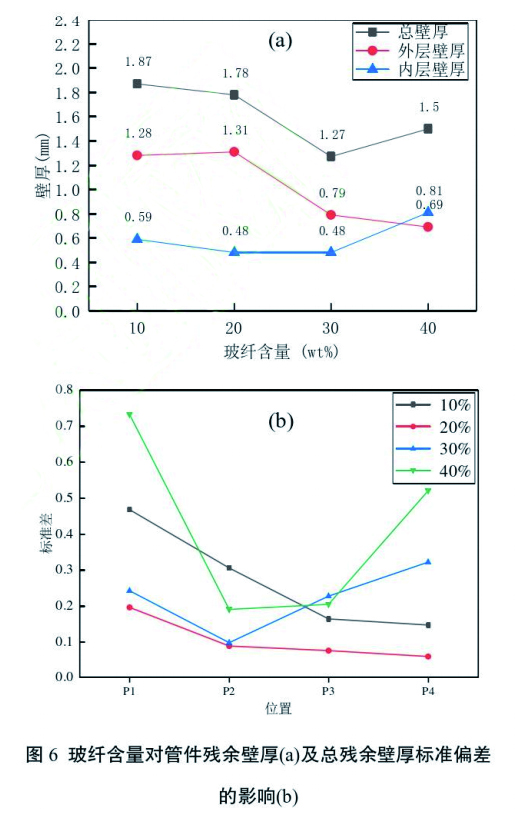
根據(jù)上述試驗(yàn)方案����,對外層材料為不同玻纖含量的W-PACIM管件進(jìn)行測量,結(jié)果如圖6所示���。
由圖6(a)可知,玻纖含量為10wt%和20wt%時��,W-PACIM管件其內(nèi)外層壁厚差異不大����。當(dāng)玻纖含量上升至30wt%后��,外層壁厚下降明顯。玻纖含量由10wt%~30wt%,內(nèi)層壁厚變化不大��,在玻纖含量為40wt%時���,內(nèi)層壁厚有所提升����。
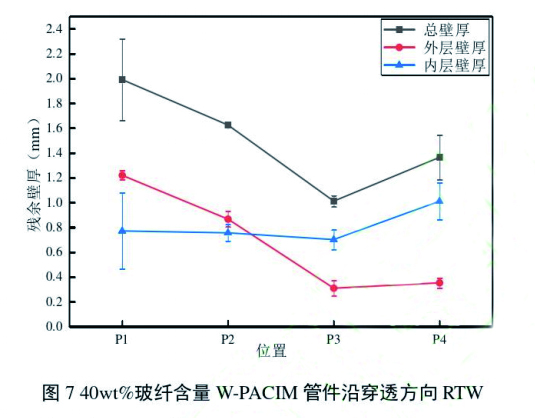
玻纖含量的增加對外層壁厚的影響可從三方面進(jìn)行分析����,一是外層熔體的粘度隨玻纖含量的增加而提高[8],流動性隨之降低��,如表1所示����。內(nèi)層熔體推動的外層熔體減少����,使壁厚增大����;二是由圖5(b)可知,外層熔體平均玻纖斷裂長度隨玻纖含量的增加而減小�,粘度降低���,使壁厚減?�?��;三是內(nèi)外層熔體界面結(jié)合強(qiáng)度增加���,內(nèi)層熔體在外層熔體中穿透時能推動更多的外層熔體�����,使壁厚減小。當(dāng)玻纖含量為10wt%和20wt%時���,三個方面的影響基本相當(dāng)�,使外層壁厚相近��。當(dāng)玻纖含量增加到30wt%以上時����,平均玻纖剩余長度進(jìn)一步減小����,內(nèi)外層熔體界面結(jié)合強(qiáng)度更高,二者的影響超過因粘度升高對壁厚的影響����,使得外層壁厚下降明顯����。當(dāng)玻纖含量為40wt%時��,外層熔體粘度較大,內(nèi)外層熔體界面結(jié)合強(qiáng)度較高����,內(nèi)層熔體在外層熔體中穿透推動更多外層熔體的同時,也使較多的內(nèi)層熔體留在了型腔內(nèi)����,使型腔末端內(nèi)層熔體壁厚增大����,如圖7所示�。
文獻(xiàn)[9]以短玻纖增強(qiáng)聚碳酸酯為外層�,純聚碳酸酯為內(nèi)層,通過共注塑成型工藝制備了薄板制件�,發(fā)現(xiàn)外層厚度隨著外層材料玻纖含量的增加而增加。與本研究外層壁厚隨玻纖含量的增加先增后減的趨勢有所不同����,其原因可能是型腔和玻纖長度差異所導(dǎo)致。玻纖長度越長��,內(nèi)外層界面結(jié)合強(qiáng)度越高����,使內(nèi)層熔體推動的外層熔體更多,使外層壁厚減小�����。
2.3 玻纖含量對W-PACIM外層玻纖取向分布的影響
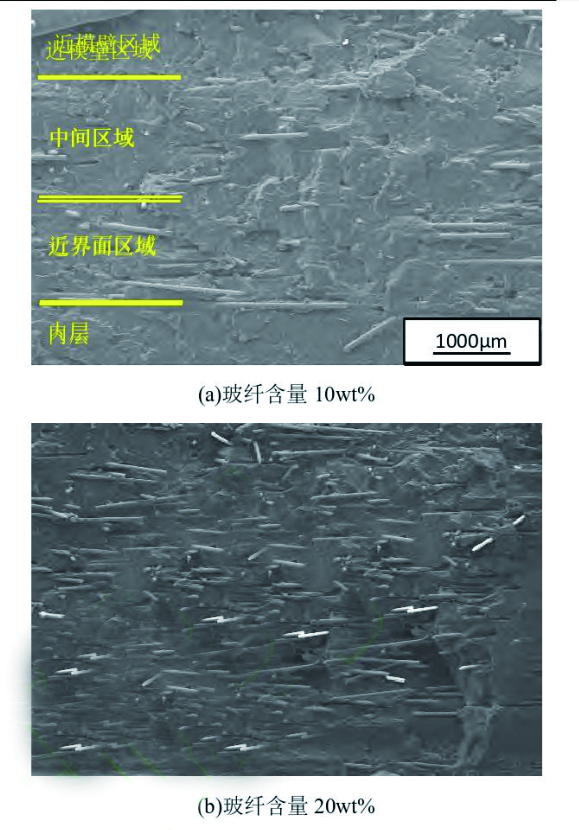
對外層材料為不同含量LGFRPP,內(nèi)層為PP的W-PACIM管件進(jìn)行取樣,通過SEM對其脆斷截面的微觀形態(tài)和玻纖取向分布進(jìn)行觀測�����,結(jié)果如圖8所示�,由于試樣壁厚不同,為保證良好的觀測效果����,各圖放大倍數(shù)稍有差異����。
圖8LGFRPP的W-PACIM試樣SEM圖像(注:熔體流動方向平行于圖片寬度方向)
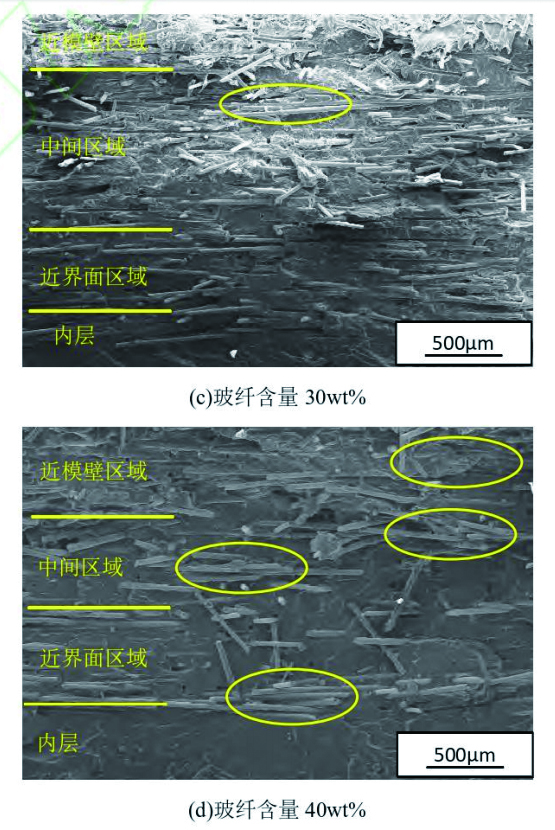
由圖8(a)可知,玻纖含量為10wt%試樣整個脆斷面區(qū)域僅有少量玻纖裸露在外���。近模壁區(qū)域的玻纖非熔體流動方向取向?yàn)橹?��,近界面區(qū)域玻纖基本沿熔體流動方向取向,裸露在的玻纖較長�����,并伴隨著長度較長的凹槽。中間區(qū)域的玻纖取向分布情況介于二者之間����,裸露在外的玻纖及凹槽短于近界面區(qū)域,緊鄰近模壁區(qū)域處有少量孔洞�����。隨著玻纖含量的提高(20wt%~40wt%),脆斷面上裸露在外的玻纖明顯增多����。由圖8(b)可知,玻纖含量為20wt%的試樣脆斷面上玻纖分布比較均勻����,未見明顯的玻纖團(tuán)聚現(xiàn)象。近模壁區(qū)域和中間區(qū)域部分玻纖近似垂直于脆斷面取向���,形成典型的三維立體交叉結(jié)構(gòu)����,近界面區(qū)域玻纖基本沿穿透方向取向����。由圖8(c)可知����,玻纖含量為30wt%的試樣脆斷面上玻纖分布均勻性相較于玻纖含量20wt%的試樣有所降低�,出現(xiàn)玻纖團(tuán)聚現(xiàn)象,如圖中所圈部分��。近模壁區(qū)域較多玻纖近似垂直脆斷面取向����;中間區(qū)域的玻纖取向度有所提高,靠近近模壁區(qū)域仍有部分玻纖近似垂直脆斷面取向�,越靠近近界面區(qū)域,越多玻纖沿熔體流動方向取向����;近界面區(qū)域的玻纖取向度高���,玻纖分布較為分散且均勻����,絕大部分玻纖都與流動方向平行整齊排列��。由圖8(d)可知���,玻纖含量為40wt%的試樣脆斷面上玻纖分布均勻性進(jìn)一步降低�����,出現(xiàn)明顯的玻纖團(tuán)聚現(xiàn)象����,如圖中所圈部分。外層近模壁區(qū)域的玻纖部分沿熔體流動方向取向���,部分沿其近似垂直脆斷面取向�����;中間區(qū)域玻纖大部分沿熔體流動方向取向��,少數(shù)垂直于脆斷面取向����;近界面區(qū)域的玻纖多數(shù)沿熔體流動方向取向����。
綜上所述,不同玻纖含量���,以LGFRPP為外層材料的W-PACIM管件的外層分布都可分為近模壁區(qū)域����、中間區(qū)域和近界面區(qū)域。近界面區(qū)域玻纖取向度最高�,近模壁層玻纖取向度最低,中間層受到近模壁層和近界面層的影響���,玻纖取向度沿厚度方向由外而內(nèi)呈逐漸升高的趨勢���。隨著玻纖含量的增加試樣脆斷面上玻纖分布均勻性逐漸降低,玻纖團(tuán)聚現(xiàn)象逐漸增多�����。由此可見����,W-PACIM管件外層玻纖的分布及取向與所處位置及玻纖含量有關(guān)���。
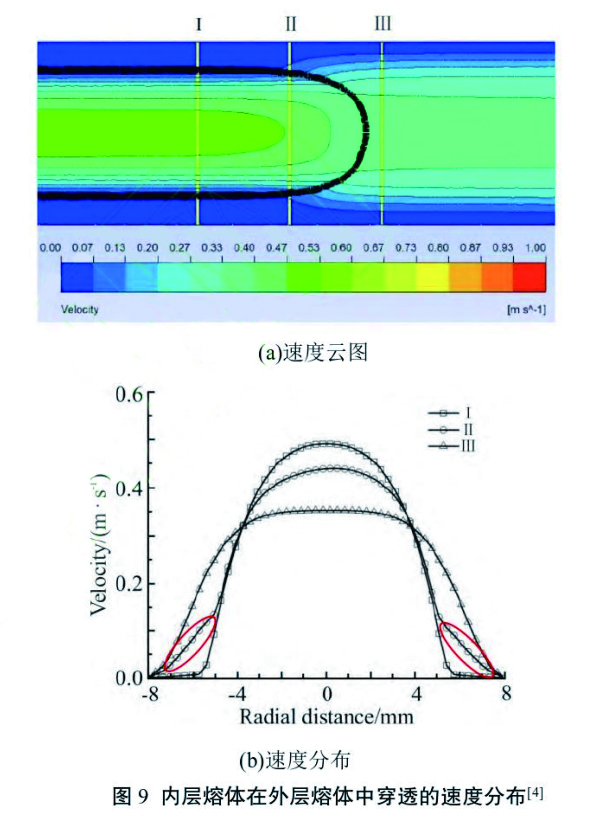
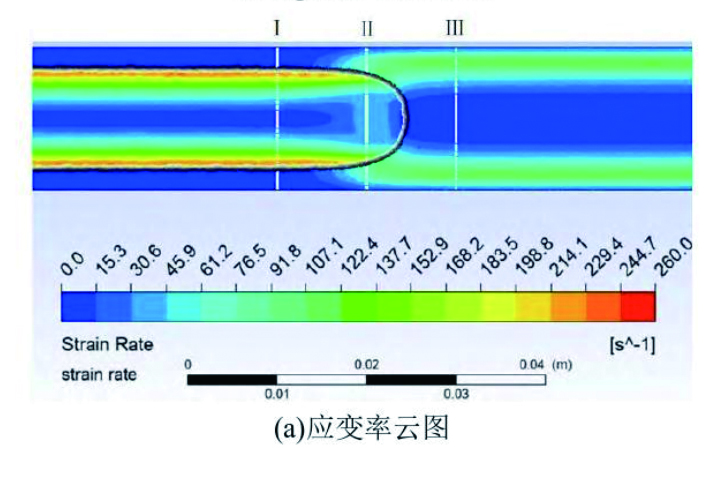
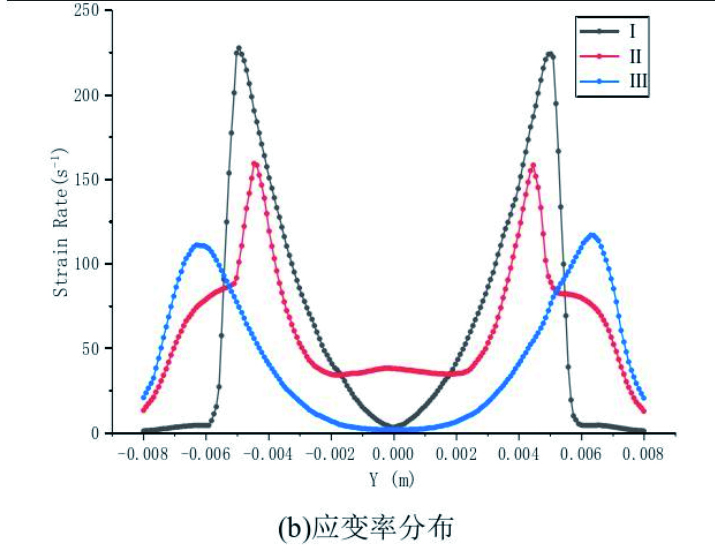
外層近模壁層的玻纖取向主要形成于外層熔體注射階段�����,主要受噴泉流的影響���。當(dāng)外層熔體流動前沿因噴泉流效應(yīng)而趨向模壁��,與模壁接觸后由于劇烈的熱交換而導(dǎo)致近模壁層熔體迅速固化�����,纖維來不及充分取向���。緊挨著近模壁層的纖維受到拉伸流和剪切流的影響[20],沿熔體流動方向的取向得到改善。近界面層的玻纖取向受到內(nèi)層熔體穿透的影響���,本課題組的仿真研究[4],得到內(nèi)層熔體在外層熔體中穿透時穿透前沿附近的速度分布和應(yīng)變率分布����,如圖9和圖10所示����。內(nèi)層熔體在外層熔體穿透時,穿透界面外側(cè)的外層熔體區(qū)域內(nèi)速度呈線性分布��,如圖9(b)中所圈部分���,說明穿透前沿處外層熔體呈拖曳流狀態(tài)���,外層熔體受到內(nèi)層熔體強(qiáng)烈的剪切作用����。由圖10可知��,已穿透及正穿透區(qū)域的應(yīng)變率峰值位于內(nèi)外層熔體界面處�����,而未穿透區(qū)域應(yīng)變率峰值位于近模壁處����,說明已穿透和正穿透區(qū)域的內(nèi)外層熔體界面處存在較強(qiáng)的剪切作用,使外層近界面區(qū)域的玻纖易于沿熔體流動方向取向[21-22]�。
通過與文獻(xiàn)[19]的對比分析,發(fā)現(xiàn)W-PACIM工藝與WACIM工藝制件外層熔體玻纖取向基本相同���,由此可以認(rèn)為��,由于內(nèi)層熔體起到外層熔體和彈頭的隔離作用,W-PACIM工藝中彈頭的穿透�����,對外層玻纖取向分布基本沒有影響。
2.4 玻纖含量對W-PACIM管件耐壓性能的影響
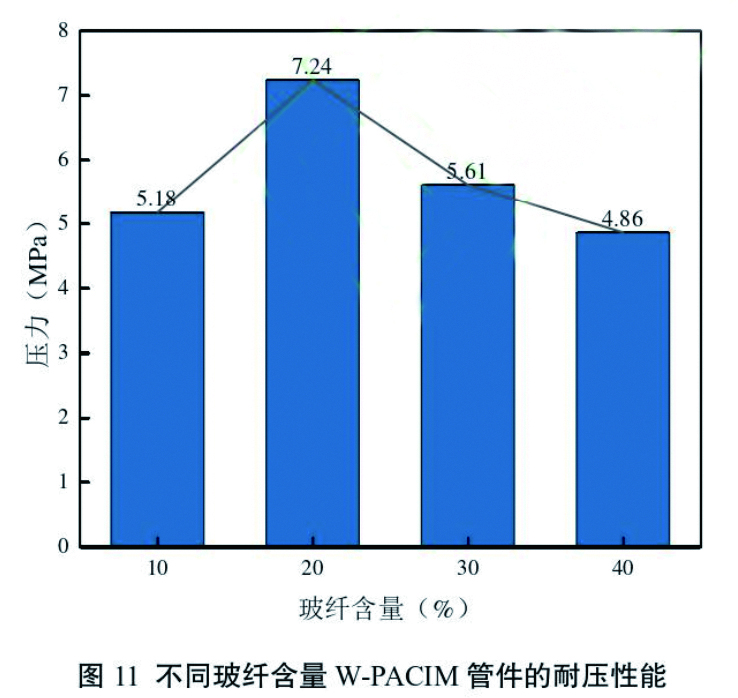
對外層材料為10wt%���、20wt%����、30wt%和40wt%LGFRPP的W-PACIM管件進(jìn)行瞬時爆破試驗(yàn)����,得到其最大耐水壓力。由圖11可知���,隨著玻纖含量的增加�����,W-PACIM管件的耐壓性能先增后減����,玻纖含量為20wt%時����,W-PACIM管件的耐壓性能最好����,玻纖含量為40wt%時�,W-PACIM管件的耐壓性能最差。
當(dāng)玻纖含量較低時(10wt%~20wt%),管件的耐壓性能隨著玻纖含量的增加而提升�����。一是因?yàn)楫?dāng)玻纖含量低于20wt%時�,基體中玻纖密度比較低,玻纖分布較為均勻����,玻纖含量的增加可使管件承受的載荷傳遞到更大的區(qū)域,進(jìn)而提高管件的耐壓性能����;二是由圖5可知,玻纖含量為20wt%時�����,管件的外層壁厚較大���,壁厚均勻性更佳�����,管件耐壓性能較好���。玻纖含量為30wt%時,管件壁厚���,尤其是外層壁厚�,由20wt%時的1.31mm下降至0.79mm,管件的壁厚均勻性也顯著降低�����,使得管件耐壓性能下降����;由圖8(c)可知,玻纖含量為30wt%的玻纖分布均勻性較20wt%有所降低�,有玻纖團(tuán)聚情況出現(xiàn),在進(jìn)行瞬時爆破試驗(yàn)時易在薄弱處出現(xiàn)爆破特征��。當(dāng)玻纖含量增加至40wt%時����,其外層壁厚進(jìn)一步下降至0.69mm,由圖8(d)可知��,脆斷截面的玻纖分布更為不均��,玻纖團(tuán)聚現(xiàn)象較30wt%時更加明顯����,耐壓性能進(jìn)一步減弱����。
文獻(xiàn)[23]指出,玻纖的長徑比會影響纖維增強(qiáng)復(fù)合材料的應(yīng)力傳遞效率和彈性模量��。玻纖平均剩余長度越短���,長徑比越小����,會降低復(fù)合材料的應(yīng)力傳遞效率����,對管件的耐壓性能具有負(fù)面影響。雖然平均玻纖剩余長度隨玻纖含量的增加而降低��,但玻纖含量為20wt%的管件爆破壓力比10wt%的管件高出近40%,這說明外層壁厚大小、壁厚均勻性及玻纖分布均勻性對W-PACIM管件的耐壓性能影響較大�,而平均玻纖斷裂長度對耐壓性能的影響較小。這主要是因?yàn)楣芗哪蛪盒阅苁峭ㄟ^瞬時爆破試驗(yàn)來表征的����,而爆破特征主要出現(xiàn)在管件薄弱處,玻纖斷裂長度對管件的影響是整體性的��,并不會對薄弱處有特殊影響���。
3 結(jié)論
(1)隨著玻纖含量的增加,平均玻纖斷裂長度逐漸減小�����,玻纖斷裂長度分布范圍變窄�,且更趨于集中在較短的玻纖長度范圍內(nèi)。這主要是因?yàn)殡S著玻纖含量的增加����,增加了W-PACIM工藝過程中玻纖之間的相互“碰撞”的幾率,玻纖斷裂長度越短����。
(2)玻纖含量為10wt%和20wt%時���,其殘余壁厚相差不大,玻纖含量增大至30wt%和40wt%時����,外層壁厚減小,內(nèi)層壁厚增大���。玻纖含量的變化影響了外層熔體粘度和內(nèi)外層界面結(jié)合強(qiáng)度����,進(jìn)而導(dǎo)致管件殘余壁厚的變化����。
(3)外層玻纖取向可分為近模壁區(qū)域、中間區(qū)域及近界面區(qū)域���,玻纖沿熔體流動方向的取向度沿壁厚方向由外而內(nèi)逐漸提高���,隨著玻纖含量增大,玻纖分布均勻性變差����;近模壁區(qū)域的玻纖取向主要受噴泉流的影響����,而近界面區(qū)域的玻纖取向主要受內(nèi)層熔體在外層熔體中穿透的影響���。
(4)以長玻纖增強(qiáng)聚丙烯(LGFRPP)為外層材料的W-PACIM管件的耐壓性能隨著玻纖含量的增加呈先增后減的變化����,在玻纖含量為20wt%時最佳����。管件的耐壓性能與管件的RTW及其均勻性����、玻纖分布及平均玻纖斷裂長度等因素有關(guān),其中平均玻纖斷裂長度的影響較小�����。
參考文獻(xiàn):
[1]許升��,章建忠��,樊家澍���,等.玻纖形態(tài)對PP/GF 復(fù)合材料的 性能影響與優(yōu)化[J].工程塑料應(yīng)用����,2023,51(11):51- 55.
[2]陳濤,匡莉����,戴婷,等.長玻纖增強(qiáng)PP 材料機(jī)械可靠性的 各向異性行為研究[J].塑料工業(yè)�,2022,50(02):107- 111,139.
[3]張中偉,何書珩.長玻纖增強(qiáng)PP 材料界面行為對其力學(xué) 性能的影響[J].工程塑料應(yīng)用�����,2022,50(08):114-118.
[4]匡唐清���,張慶偉��,柳和生�����,等.水驅(qū)動彈頭輔助共注塑工 藝相間穿透機(jī)理的數(shù)值模擬[J]. 高分子材料科學(xué)與 工程�,2023,39(04):146-153,162.
[5]胡禮彬.水驅(qū)動彈頭輔助共注塑工藝相間穿透的數(shù)值 模擬研究[D]. 華東交通大學(xué)���,2022
[6]Seon Yeong Park,Young Seok Song.Fabrication and Analysis of Long Fiber Reinforced Polypropylene Prepared via Injection Molding [J]. Macromolecular Research,2020,28:1-2.
[7]陳生超����,楊永良,陳金濤�,等.纖維含量對長玻纖增強(qiáng)聚 丙烯注塑制品性能影響[J]. 工程塑料應(yīng)用,2013, 41(12):44-48.
[8]Oumayma Hamlaoui,Olga Klinkova,Riadh Elleuch,et al. Effect of the Glass Fiber Content of a Polybutylene Terephthalate Reinforced Composite Structure on Physical and Mechanical Characteristics[J].Polymers,2021,14:17.
[9]Somjate Patcharaphun.Influence of Processing Parameters and Glass-Fiber Content on Material Distribution in Sandwich Injcction Molding[J]:1-14.
[10]Somjate Patcharaphun,Günter Mennig.Properties Enhancement of Short-Glass-Fiber Reinforced Thermoplastics by Sandwich Injection Molding Technique[J]:1-22.
[11]匡唐清����,馮強(qiáng),徐盼���,等.玻纖含量對短玻纖增強(qiáng)聚丙烯 復(fù)合材料水輔注塑制品壁厚與微觀形態(tài)的影響[J].高分子材料科學(xué)與工程�,2020,36(02):105-111,119
[12]江青松��,柳和生.長纖維增強(qiáng)聚合物注塑件翹曲變形 數(shù)值模擬[J]. 高分子材料科學(xué)與工程����,2021,37(10):126-131.
[13]趙建���,曲敏杰��,夏英�,等.纖維含量對注塑制品殘余應(yīng)力 影響的數(shù)值模擬[J]. 高分子材料科學(xué)與工程,2014, 30(04):127-131,138.
[14]楊帆�����,匡唐清���,劉文文����,等.水驅(qū)動彈丸輔助注塑彎管的 壁厚分布[J].高分子材料科學(xué)與工程�����,2017,33(11): 112-118.
[15]匡唐清�,潘俊宇,劉文文�����,等.溢流法水驅(qū)動彈頭輔助注 塑管件殘余壁厚的形成與工藝參數(shù)影響[J]. 高分子材料科學(xué)與工程���,2019,35(04):108-114.
[16]胡禮彬�����,匡唐清����,賴家美,等.彈頭材料對溢流法水驅(qū)動 彈頭輔助注塑制件的影響[J]. 工程塑料應(yīng)用�,2021, 49(05):87-91,102.
[17]王彥卿,匡唐清����,賴家美,等.水驅(qū)動彈丸輔助注塑管件 壁厚的彈丸影響[J]. 中國塑料���,2021,35(01):60-66.
[18]匡唐清�,賴德煒���,潘俊宇����,等.水驅(qū)動彈頭輔助注塑管件 壁厚的工藝影響[J]. 高分子材料科學(xué)與工程����,2018, 34(12):106-111,118.
[19]匡唐清����,朱瑤瑤��,柳和生�,等.玻纖質(zhì)量分?jǐn)?shù)對短玻纖增 強(qiáng)聚丙烯水輔助共注塑管件的影響[J]. 復(fù)合材料學(xué)報����,2022,39(10):4551-4560
[20]Somjate Patcharaphun,Günter Mennig.Properties enhancement of short glass fiber-reinforced thermoplastics via sandwich injection molding[J]. Polymer Composites,2005,26:823-831.
[21]Jianchuan Wang,Chengzhen Geng,Feng Luo,et al.Shear induced fiber orientation,fiber breakage and matrix molecular orientation in long glass fiber reinforced polypropylene composites[J].Materials Science and Engineering A,2011,528:3169-3176.
[22]朱涵容,顧軼卓����,孟慶宇,等.注塑成型長玻纖/尼龍復(fù)合 材料車輪纖維分布規(guī)律研究[J]. 玻璃鋼/復(fù)合材料���, 2018,(11):50-57.
[23]王昊康.玻璃纖維增強(qiáng)復(fù)合材料力學(xué)性能研究進(jìn)展[J] 合成纖維����,2022,51(11):40-43,68.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





