激光熔覆技術(shù)�,是20世紀(jì)70年代隨著大功率激光器的發(fā)展而興起的一種新的表面改性技術(shù)。
來源: 發(fā)布時(shí)間:2019年03月12日 10:10:21 閱讀:8299
隨著塑料流經(jīng)注射成型機(jī)和模具的不同部分�����,由于阻力和摩擦的影響,作用于塑料流動(dòng)前沿的壓力就會(huì)有損失��。另外��,隨著塑料接觸模壁���,它就開始冷卻�,增加塑料的粘度���,從而要求額外的壓力推動(dòng)塑料前進(jìn)���。
來源: 發(fā)布時(shí)間:2019年03月07日 11:46:33 閱讀:7426
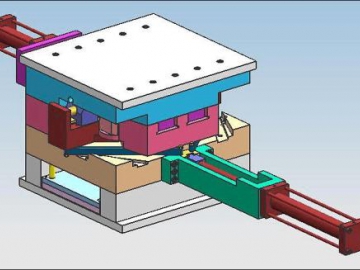
成型機(jī)鎖模力不足。選擇注塑機(jī)時(shí)����,機(jī)器的額定鎖模力必須高于注射成型制品縱向投影面積在注射時(shí)形成的張力,否則將造成脹模��,出現(xiàn)分型面毛邊���。
來源: 發(fā)布時(shí)間:2019年02月08日 09:47:58 閱讀:8141
模具溫度是注塑成型中最重要的變量——無論注塑何種塑料�,必須保證形成模具表面基本的濕潤。
來源: 發(fā)布時(shí)間:2018年12月29日 15:18:58 閱讀:6582
長玻纖增強(qiáng)PP注塑工藝及注塑方式:長玻纖增強(qiáng)型聚丙烯(PP)部件通常由注塑長玻纖粒料制成����。一種新型一步式工藝可將聚丙烯和玻璃纖維配混在一起,直接生產(chǎn)注塑部件���。兩種方法各具特色,采取何種方式��,應(yīng)根據(jù)部件...
來源: 發(fā)布時(shí)間:2018年12月24日 11:47:57 閱讀:7717
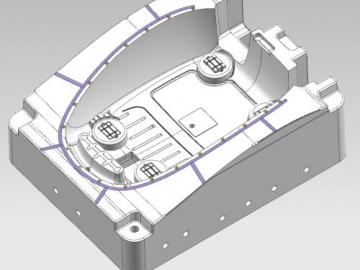
大水口模具:流道及澆口在分模線上����,與產(chǎn)品在開模時(shí)一起脫模,設(shè)計(jì)最簡(jiǎn)單�,容易加工,成本較低����,所以較多人采用大水口系統(tǒng)作業(yè)。塑料模具結(jié)構(gòu)分為兩部分:動(dòng)模和定模����。
來源: 發(fā)布時(shí)間:2018年12月24日 10:46:14 閱讀:7064
模具可看成一個(gè)熱交換器。其熱量的傳遞主要靠對(duì)流����、輻射和傳導(dǎo)等方式完成�����。塑料熔體以200℃左右的溫度注入模具�,冷卻到制品脫時(shí)約60℃左右的溫度�����。其間所釋放的熱量約有5%左右以輻射���、對(duì)流的方式散發(fā)到大氣中�����,其...
來源: 發(fā)布時(shí)間:2018年12月17日 17:09:56 閱讀:7597
產(chǎn)生凹痕的根本原因是材料的熱脹冷縮�����,因?yàn)闊崴苄运芰系臒崤蛎浵禂?shù)相當(dāng)高���。膨脹和收縮的程度取決于許多因素,其中塑料的性能,最大��、最小溫度范圍以及模腔保壓壓力是最重要的因素���。
來源: 發(fā)布時(shí)間:2018年11月02日 17:07:01 閱讀:8967
模具選材是整個(gè)雙色模具加工過程中非常重要的一個(gè)環(huán)節(jié)���,雙色模具選材需要滿足三個(gè)原則,滿足耐磨性�����、強(qiáng)韌性等工作需求�����,同時(shí)應(yīng)滿足經(jīng)濟(jì)適用性��。
來源: 發(fā)布時(shí)間:2018年06月15日 10:40:19 閱讀:5867



















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













