本文介紹了一種生產(chǎn)熱塑性聚氨酯發(fā)泡塑料的新穎方法����,該方法利用了氣載粒料和微孔注射成型工藝,制品具有低密度����、均勻的泡孔結(jié)構(gòu)、高耐久性的優(yōu)點(diǎn)��。
由于優(yōu)異的性能����,低密度的熱塑性聚氨酯(TPU)發(fā)泡材料在今天被廣泛用于家具、汽車��、運(yùn)動(dòng)服和包裝領(lǐng)域��。它獨(dú)特的優(yōu)異性能包括輕重量以及其良好的緩沖作用�����,高耐磨性,在壓縮下能量可以快速恢復(fù)等����。迄今為止���,大多數(shù)的TPU發(fā)泡材料由間歇注射發(fā)泡或擠出發(fā)泡成型��。然而��,受到固有的低生產(chǎn)速度的影響和發(fā)泡擠出時(shí)幾何形狀的限制�����,擠出發(fā)泡難以實(shí)現(xiàn)批量化���。注塑發(fā)泡則可有效地克服以上兩個(gè)問題。由Trexel公司發(fā)明推廣的微孔注射成形(MIM)又稱MuCell是最廣泛使用的發(fā)泡注射成型技術(shù)之一�����。在MIM的塑化過程中�,超臨界流體(SCF)注入并混合到聚合物熔體中��,然后注入到模腔中���,突然的壓力降引起熱力學(xué)不穩(wěn)定,產(chǎn)生溶解氣體�,成核并形成微孔泡沫結(jié)構(gòu)。
在我們的研究中�,我們發(fā)明了“超臨界載流粒料注塑發(fā)泡技術(shù)” (SIFT)。有別于傳統(tǒng)發(fā)泡注塑方法�,我們不是直接將SCF注入到注射機(jī)筒中,而是先通過特殊的擠出方法將 SCF嵌入到塑料粒料中����,然后�,我們使用傳統(tǒng)注塑設(shè)備將這些氣載顆粒注射進(jìn)模腔�。利用我們的SIFT方法�,我們可以只利用一臺(tái)包含注氣裝置的擠出機(jī)便可生產(chǎn)氣載粒料��。此外���,氣載粒料可用于幾種不同的常規(guī)注塑機(jī),無需任何修理或額外的設(shè)備以產(chǎn)生輕質(zhì)發(fā)泡部件��。以這種方式��,我們能夠顯著降低設(shè)備成本,以及所需的機(jī)器修理費(fèi)用�。

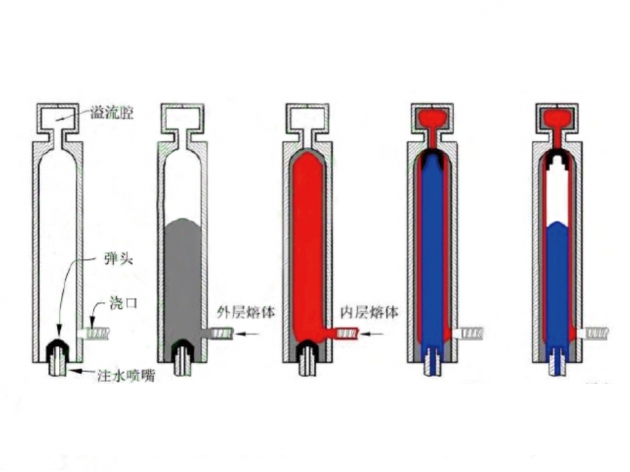
圖1 超臨界載流粒料注塑發(fā)泡技術(shù)(SIFT)與微注塑成形(MIM)工藝結(jié)合原理圖。
在我們的一個(gè)早期研究中�,我們發(fā)現(xiàn),以適當(dāng)?shù)谋嚷式M合氮?dú)猓∟ 2)和二氧化碳(CO 2)作為共發(fā)泡劑能產(chǎn)生協(xié)同效應(yīng)���,成核效率遠(yuǎn)大于二者單獨(dú)作用的和。因此�����,一個(gè)更精細(xì)的單元結(jié)構(gòu)被創(chuàng)建���,發(fā)泡材料質(zhì)量進(jìn)一步減小����。在這項(xiàng)工作中��,我們研究了一種新的SIFT / MIM組合方案(見圖1)��,通過結(jié)合這兩個(gè)過程�,兩種不同發(fā)泡劑的用量可以獨(dú)立地控制。
我們進(jìn)行了四因素三級(jí)試驗(yàn)設(shè)計(jì)(DOE)來確定影響發(fā)泡材料性能的因素(見表1)���。我們輸入的四因素包括氣載粒料的CO 2含量(我們維持0.8%的N 2含量)�����、模具溫度��、注射量和冷卻時(shí)間�。DOE設(shè)計(jì)對(duì)于每個(gè)輸入的因素均涵蓋三種級(jí)別的值,見表1����。我們的輸出評(píng)估變量包括細(xì)胞核密度、堆積密度�、壓縮滯后損耗、肖氏A硬度��、和抗拉強(qiáng)度����。

表1 四因素三級(jí)DOE試驗(yàn)的細(xì)節(jié)設(shè)置。括號(hào)內(nèi)的數(shù)字表示輸入因素�����。括號(hào)外的數(shù)字表示DOE試驗(yàn)中的等級(jí)。
四個(gè)輸入因素對(duì)五個(gè)輸出因子的主要影響見圖2��。我們發(fā)現(xiàn)�����,將CO 2加進(jìn)氣載粒料與N 2組合�����,實(shí)現(xiàn)了一種改進(jìn)的泡質(zhì)���。通過使用較高含量CO 2,我們可以產(chǎn)生較低堆積密度的泡沫與更精細(xì)的泡孔結(jié)構(gòu)�。同時(shí),減少的滯后損失也改善了發(fā)泡材料的耐久性��?���?偟膩碚f,我們的結(jié)果表明��,較高的模具溫度和適中的注射體積對(duì)發(fā)泡最為有利�。從所有的測(cè)試中我們發(fā)現(xiàn),試驗(yàn)8(見表1)表現(xiàn)出最佳的性能��。在此試驗(yàn)中,我們產(chǎn)生了最低體積密度(0.2克/立方厘米)和最低滯后損失(24.4%)�。因此,我們可以確保能源的恢復(fù)和持久的性能在長(zhǎng)期循環(huán)載荷下處于較高水平���。試驗(yàn)8中產(chǎn)生的細(xì)胞結(jié)構(gòu)的掃描電子圖像見圖3

圖2 DOE試驗(yàn)得到的主要影響圖解���。

圖3 掃描電子顯微鏡圖像顯示試驗(yàn)8(見表1)中產(chǎn)生的細(xì)胞結(jié)構(gòu)的形態(tài)。
在這項(xiàng)研究中�����,我們使用新型氣載顆粒/ MIM相結(jié)合的方法成功地生產(chǎn)了高膨脹泡沫的TPU���。我們進(jìn)行DOE試驗(yàn)研究了各種工藝參數(shù)的影響���。我們使用二氧化碳和氮?dú)庾鳛槲覀僑IFT/ MIM組合工藝的共發(fā)泡劑,因此我們能夠?qū)崿F(xiàn)進(jìn)一步降低堆積密度和滯后損耗����。我們發(fā)現(xiàn),較高的氣體含量����,較高的模具溫度��,較短的冷卻時(shí)間和中等進(jìn)樣體積是生產(chǎn)低密度TPU發(fā)泡注塑件的優(yōu)選條件��。我們的工作的下一個(gè)階段是研究利用我們的方法注塑其它熱塑性材料的可行性����。我們將進(jìn)行更詳細(xì)的研究����,并報(bào)告這些成果。















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













