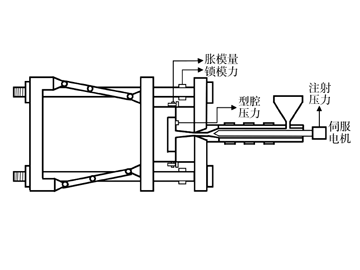
注射成型過程中由于型腔壓力大于鎖模力而產(chǎn)生的脹模現(xiàn)象對(duì)注塑制品質(zhì)量具有顯著的影響�。基于全電動(dòng)三板肘桿式注塑機(jī)���,系統(tǒng)研究了注射成型過程中的脹模特性和由脹模引起的鎖模力變化特性。
來源: 發(fā)布時(shí)間:2020年07月13日 09:42:57 閱讀:8764
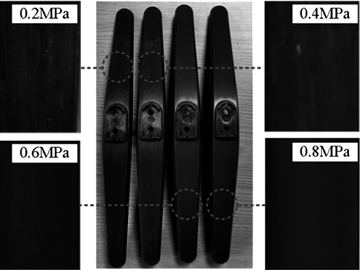
本文以某型液晶電視機(jī)底座化學(xué)發(fā)泡注塑產(chǎn)品為研究對(duì)象����,以產(chǎn)品表面質(zhì)量和產(chǎn)品重量為優(yōu)化目標(biāo)����,利用氣體反壓技術(shù)提高產(chǎn)品表面質(zhì)量��,同時(shí)���,通過抽真空的方式加快卸壓速率���,進(jìn)一步降低了產(chǎn)品重量。
來源: 發(fā)布時(shí)間:2020年07月10日 09:20:17 閱讀:8752
工業(yè)互聯(lián)網(wǎng)是新一代信息通信技術(shù)與現(xiàn)代工業(yè)技術(shù)深度融合的產(chǎn)物和應(yīng)用生態(tài)���,其本質(zhì)是以網(wǎng)絡(luò)互聯(lián)為基礎(chǔ)����,通過對(duì)工業(yè)數(shù)據(jù)的全面深度感知���、實(shí)時(shí)傳輸交換���、快速計(jì)算處理和高級(jí)建模分析,實(shí)現(xiàn)智能控制����、運(yùn)營優(yōu)化和生產(chǎn)...
來源: 發(fā)布時(shí)間:2020年07月10日 08:59:33 閱讀:9491
雖然國內(nèi)注塑機(jī)行業(yè)已經(jīng)發(fā)展了多年���,但是因?yàn)榛A(chǔ)薄弱,目前仍然處于注塑機(jī)行業(yè)的中低端水平����,普遍存在技術(shù)力量薄弱,創(chuàng)新能力不足的特點(diǎn)�。同時(shí),注塑機(jī)領(lǐng)域的創(chuàng)新思維和創(chuàng)新方法很少���,國內(nèi)相關(guān)從業(yè)者想進(jìn)行產(chǎn)品...
來源: 發(fā)布時(shí)間:2020年07月07日 08:54:28 閱讀:8640
雖然國內(nèi)注塑機(jī)行業(yè)已經(jīng)發(fā)展了多年����,但是因?yàn)榛A(chǔ)薄弱���,目前仍然處于注塑機(jī)行業(yè)的中低端水平��,普遍存在技術(shù)力量薄弱���,創(chuàng)新能力不足的特點(diǎn)。同時(shí),注塑機(jī)領(lǐng)域的創(chuàng)新思維和創(chuàng)新方法很少��,國內(nèi)相關(guān)從業(yè)者想進(jìn)行產(chǎn)品...
來源: 發(fā)布時(shí)間:2020年05月08日 15:17:39 閱讀:9268
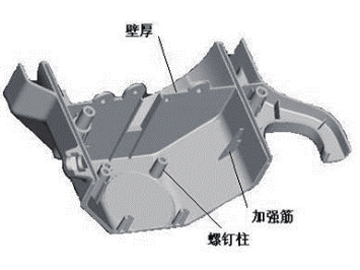
家用電器��、通訊產(chǎn)品等大量使用塑件����,而“輕�����、薄����、小”是今后發(fā)展方向。因此薄壁塑件模具設(shè)計(jì)及其注塑工藝的應(yīng)用�,需要在厚度結(jié)構(gòu)設(shè)計(jì)、材料性能要求����、模具結(jié)構(gòu)、注塑工藝等方面進(jìn)行改進(jìn)���。本文列舉實(shí)例����,針對(duì)薄壁...
來源: 發(fā)布時(shí)間:2020年03月24日 17:09:29 閱讀:9348
綜述了國內(nèi)外幾種注塑成型新方法和趨勢。包括注塑成型計(jì)算機(jī)輔助工程 ( CAE) �、氣輔注塑成型、快速 熱循環(huán)注塑成型和微孔發(fā)泡注塑成型等技術(shù)的特點(diǎn)��、研究現(xiàn)狀和應(yīng)用領(lǐng)域���,并對(duì)發(fā)展方向進(jìn)行了展望�����。
來源: 發(fā)布時(shí)間:2020年01月06日 10:46:23 閱讀:8016
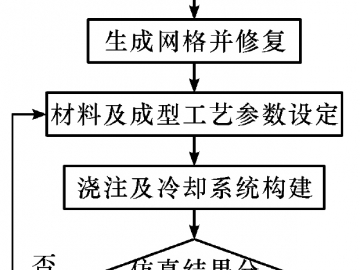
基于Moldflflow 2018軟件對(duì)薄壁塑件進(jìn)行注塑成型和注塑壓縮成型模擬���,分別從V/P切換時(shí)的壓力、填充末端壓力����、流動(dòng)前沿溫度、平均體積收縮率���、氣穴��、熔接線和翹曲變形等方面進(jìn)行對(duì)比分析�����。結(jié)果表明:采用注塑壓縮...
來源: 發(fā)布時(shí)間:2020年01月06日 10:22:13 閱讀:8589
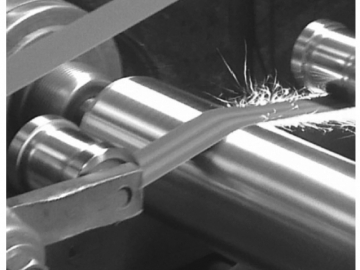
鍍硬鉻工藝在注塑機(jī)零件上應(yīng)用十分廣泛����。本文以液壓注塑機(jī)鎖?����;钊麠U為例分析了鍍硬鉻前��、中�、后的工藝流程及 重要參數(shù)的選擇,并介紹了鍍硬鉻質(zhì)量檢測方法����,為注塑機(jī)鍍硬鉻零件的生產(chǎn)過程提供了相關(guān)參考依據(jù)。
來源: 發(fā)布時(shí)間:2019年12月17日 10:34:59 閱讀:12104























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





