陳如香����,雷喬治,何銘�����,張國軒�,胡一博,劉改霞
(哈爾濱工業(yè)大學(xué)(深圳)實(shí)驗(yàn)與創(chuàng)新實(shí)踐教育中心��,廣東深圳518055)
摘要:本文應(yīng)用Moldflow模流分析技術(shù)對(duì)即將開發(fā)的注塑件的成型方案進(jìn)行仿真分析��,首先�����,根據(jù)產(chǎn)品的結(jié)構(gòu)特征確定最佳澆口位置���,設(shè)計(jì)成型方案并進(jìn)行動(dòng)態(tài)模流分析����,預(yù)測注塑件可能存在的質(zhì)量問題。結(jié)果表明��,初始方案的注塑件熔接線和氣穴位于注塑件正上方位置��,影響產(chǎn)品的強(qiáng)度�、外觀和使用壽命,同時(shí)翹曲變形量較大�;為了提高產(chǎn)品的質(zhì)量,分別從材料和澆注系統(tǒng)兩方面進(jìn)行優(yōu)化���,設(shè)計(jì)了優(yōu)化方案一和優(yōu)化方案二��,分析結(jié)果表明�,選用20%填充物的材料并選用2點(diǎn)進(jìn)澆的澆注系統(tǒng)方案����,優(yōu)化了產(chǎn)品的質(zhì)量�����,將熔接線和氣穴轉(zhuǎn)移到不影響產(chǎn)品質(zhì)量和外觀的位置����,同時(shí)減少了充填時(shí)間�,將翹曲變形量降低了64.4%�����。優(yōu)化方案可為注塑件的開發(fā)提供參考�����,提高注塑件質(zhì)量��,縮短產(chǎn)品開發(fā)周期��,降低模具開發(fā)成本���。
關(guān)鍵詞:注塑成型�;模流分析���;翹曲變形�����;優(yōu)化
1前言
隨著塑料工業(yè)的飛速發(fā)展�,人們對(duì)塑料制品提出了更高的要求,而模具行業(yè)是一個(gè)高新技術(shù)密集型���,依靠人工經(jīng)驗(yàn)來設(shè)計(jì)模具已經(jīng)不能滿足需要�����。與傳統(tǒng)的模具設(shè)計(jì)相比�,計(jì)算機(jī)輔助工程(CAE)技術(shù)無論是在提高生產(chǎn)效率��、保證產(chǎn)品質(zhì)量方面�����,還是在降低成本�����、減輕勞動(dòng)強(qiáng)度方面����,都具有極大的效用。
Moldflow是一款用于塑料產(chǎn)品�����、模具的設(shè)計(jì)與制造的行業(yè)軟件����。Moldflow為企業(yè)產(chǎn)品的設(shè)計(jì)及制造的優(yōu)化提供了整體的解決方案,幫助工程人員輕松地完成整個(gè)流程中各個(gè)關(guān)鍵點(diǎn)的優(yōu)化工作�。
Moldflow可以模擬整個(gè)注射過程及這一過程對(duì)注射成型產(chǎn)品的影響。Moldflow工具融合了一整套設(shè)計(jì)原理�,可以評(píng)價(jià)和優(yōu)化組合整個(gè)過程,可以在模具制造以前對(duì)塑料產(chǎn)品的設(shè)計(jì)����、生產(chǎn)和質(zhì)量進(jìn)行優(yōu)化。
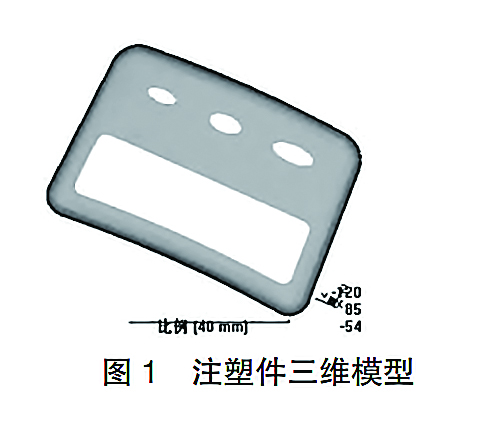
某單位正在開發(fā)一款注塑件����,如圖1所示。注塑件結(jié)構(gòu)�����、材料物性����、模具結(jié)構(gòu)以及成型工藝條件是否合理都會(huì)影響注塑件的成型質(zhì)量,應(yīng)用模流分析軟件對(duì)當(dāng)前注塑件進(jìn)行注塑成型仿真分析,預(yù)測注塑件成型質(zhì)量缺陷�,并提出優(yōu)化方案,推薦最佳的材料�、流道系統(tǒng),縮短注塑件成型周期����,減少注塑件翹曲變形,提高產(chǎn)品質(zhì)量����,提高注塑件的生產(chǎn)效率和合格率,縮短產(chǎn)品開發(fā)周期�����,降低模具開發(fā)成本�。
2注塑件模流分析
2.1模型建模及前處理
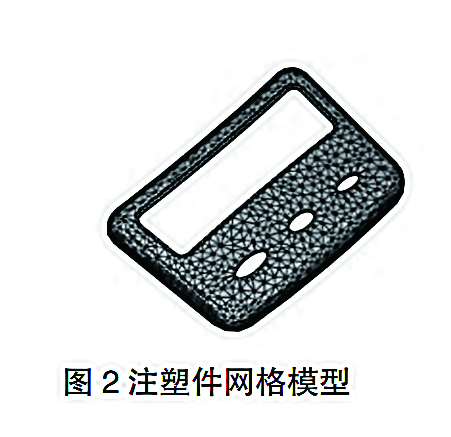
注塑件三維模型如圖1所示,外形尺寸為:130mm×85mm×10mm��,壁厚為1.5mm�����,采用3D實(shí)體網(wǎng)格模型��,進(jìn)行有限元網(wǎng)格劃分,創(chuàng)建注塑件的網(wǎng)格模型����,總共有4328個(gè)網(wǎng)格單元�����,診斷并修復(fù)網(wǎng)格模型��,如圖2所示�。
2.2初始方案模流分析
2.2.1澆口位置分析及材料
澆口位置的設(shè)定直接關(guān)系到熔體在模具型腔內(nèi)的流動(dòng),從而影響聚合物分子的取向和產(chǎn)品成型后的翹曲���,因此����,選擇合理的澆口在模具產(chǎn)品的設(shè)計(jì)中是十分重要的�����。
初始方案可以應(yīng)用Moldflow的澆口位置分析功能�,綜合考慮塑件尺寸、結(jié)構(gòu)�����、孹厚等特征、流動(dòng)阻力和流動(dòng)平衡��,給出最佳的澆口位置�����。Moldflow中的澆口位置分析模塊�����,可以用來為設(shè)計(jì)分析過程找到一個(gè)初步的最佳的澆口位置�,對(duì)設(shè)計(jì)會(huì)有很好的參考價(jià)值。
模流分析類型選擇“澆口位置”���。
注塑件選擇默認(rèn)的材料PP����,制造商為LGChemical����,牌號(hào)為LupoySC-1004A。
工藝設(shè)置選擇默認(rèn)值即可�����,進(jìn)行分析計(jì)算。
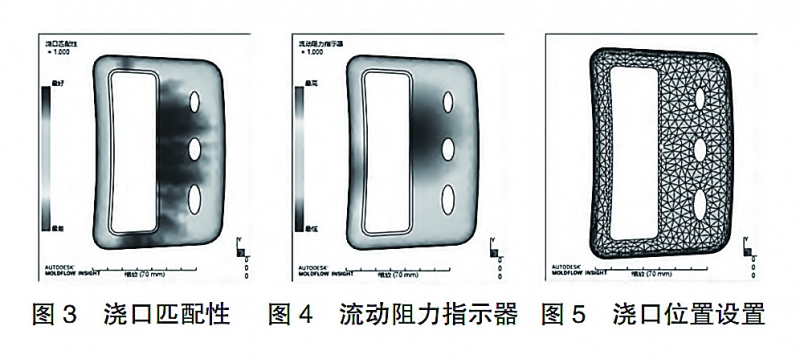
澆口位置分析結(jié)果如圖3和圖4所示��,包括澆口匹配性和流動(dòng)阻力指示器�,可以看到,注塑件的上表面中心位置是最佳澆口位置����。
根據(jù)澆口位置分析結(jié)果��,將注塑件的上表面中心節(jié)點(diǎn)作為進(jìn)澆口�,如圖5所示。
2.2.2模流分析
注塑件初始方案模流分析類型選擇填充+保壓+翹曲�,分析注塑件注塑成型過程中的熔體流動(dòng)行為,工藝參數(shù)直接選用系統(tǒng)推薦的默認(rèn)值即可���。
注塑件模型前處理及分析參數(shù)設(shè)置完成�����,選擇分析����,開始進(jìn)行分析計(jì)算。
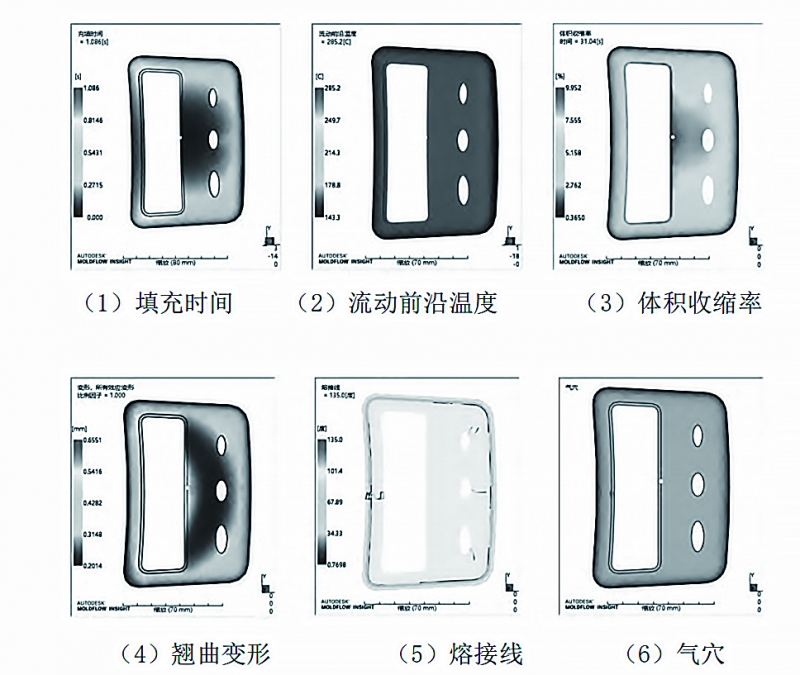
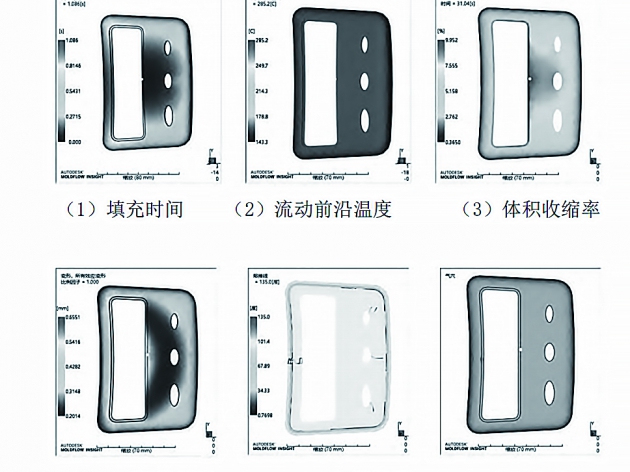
注塑件初始方案模流分析結(jié)果如圖6所示�,填充時(shí)間為1.086s,總的翹曲變形量達(dá)到0.6551mm�����,注塑件的熔接線位于最后填充位置�����,如圖6所示(圖片為產(chǎn)品逆時(shí)針旋轉(zhuǎn)90度效果��,以下相同)���,位于注塑件正上方最薄弱的中間位置�,同樣�,氣穴也位于注塑件薄弱的正上方位置。
該注塑件為外觀件����,首先,熔接線和氣穴位于外觀件正上方��,會(huì)影響產(chǎn)品的外觀質(zhì)量�;另外�,熔接線和氣穴位于注塑件最薄弱的位置�,會(huì)影響注塑件的強(qiáng)度及產(chǎn)品的使用壽命,因此�����,初始方案存在致命的成型缺陷��,需要對(duì)模具設(shè)計(jì)方案進(jìn)行優(yōu)化����。
3注塑件優(yōu)化分析
根據(jù)注塑件結(jié)構(gòu)的特殊性以及模流分析的結(jié)果可知�����,該注塑件使用單澆口進(jìn)澆會(huì)導(dǎo)致注塑件熔接處存在嚴(yán)重的熔接痕和氣穴�,由于注塑件正上方無支撐,容易產(chǎn)生變形��,加上熔接痕和氣穴正好位于正上方中間���,影響注塑件的強(qiáng)度和使用壽命�����。
針對(duì)初始方案存在的以上問題���,優(yōu)化方案一選用填充物增強(qiáng)材料�����,優(yōu)化方案二修改澆注系統(tǒng)方案����,由1點(diǎn)進(jìn)澆改為2點(diǎn)進(jìn)澆����,改變?nèi)劢雍酆蜌庋ㄎ恢茫瑖L試提高注塑件的強(qiáng)度和使用壽命�。
3.1優(yōu)化方案1模流分析
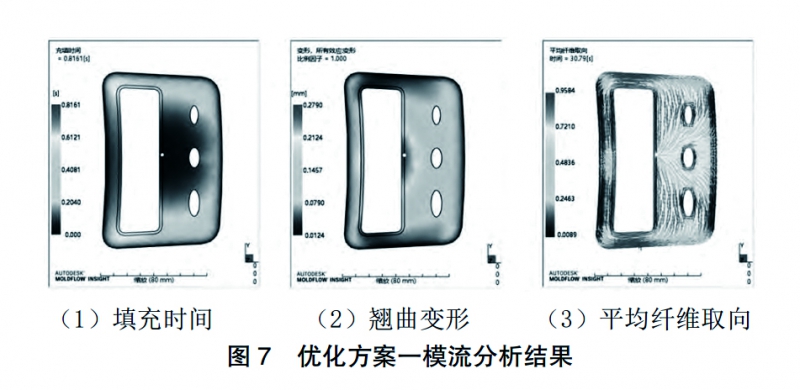
優(yōu)化方案一,選用PC+10%玻纖+10%碳纖材料�����,制造商為LGChemical���,牌號(hào)為LuconCP-4208F�,其它同初始方案�����,通過Moldflow優(yōu)化分析,分析結(jié)果如圖7所示�����。選用含20%填充物的PC材料比選用PC料�,充填時(shí)間由1.086降低至0.816s,總的翹曲變形量由0.6551減小為0.279mm����。
3.2優(yōu)化方案2模流分析
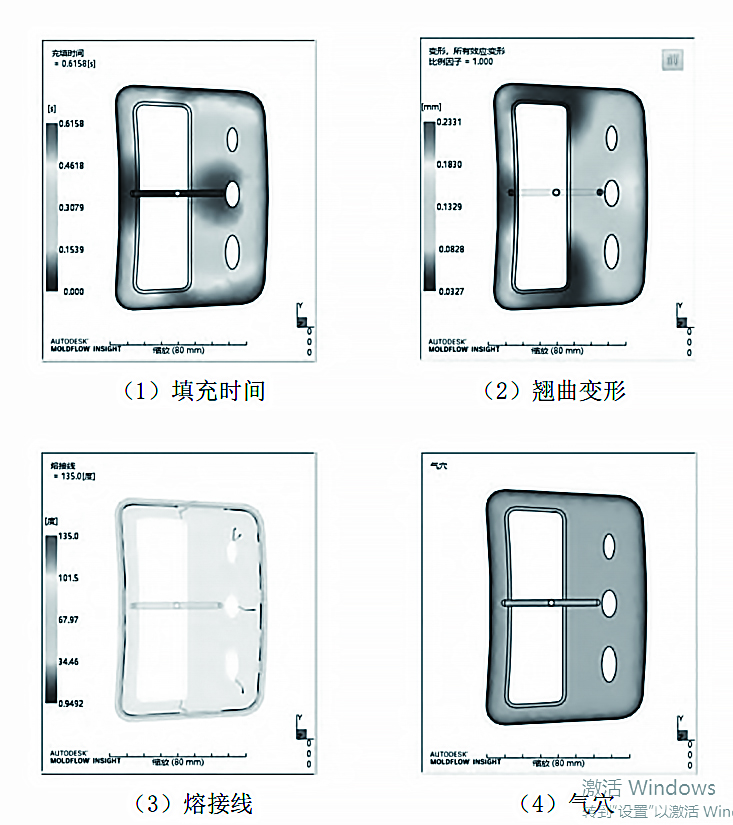
優(yōu)化方案2在優(yōu)化方案1的基礎(chǔ)上優(yōu)化澆注系統(tǒng)設(shè)計(jì),由單澆口改為雙澆口進(jìn)澆����,澆注系統(tǒng)方案如圖8所示�����。
優(yōu)化方案二模流分析結(jié)果如圖8所示��,由于設(shè)計(jì)雙澆口同時(shí)進(jìn)澆�,注塑件的充填時(shí)間降低到0.6158s,總的翹曲變形量減小到0.2331mm�,關(guān)鍵是注塑件的熔接線轉(zhuǎn)移到注塑件的兩側(cè)邊緣�����,氣穴基本已經(jīng)轉(zhuǎn)移到注塑件的外表面�����,注塑件的強(qiáng)度和外觀質(zhì)量都顯著提高��。
4設(shè)計(jì)方案對(duì)比
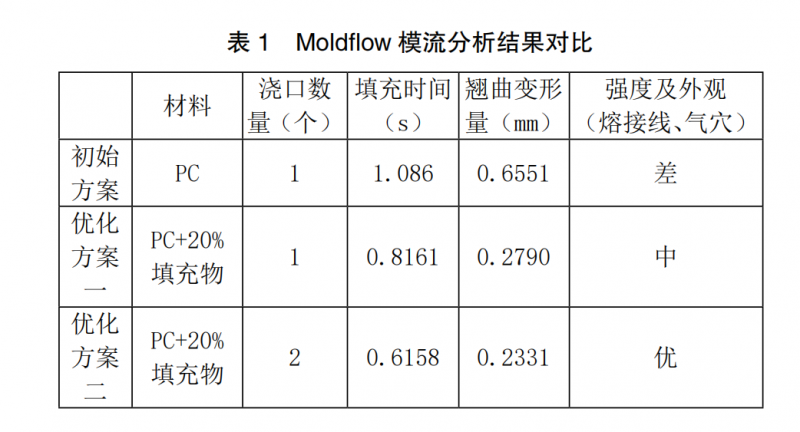
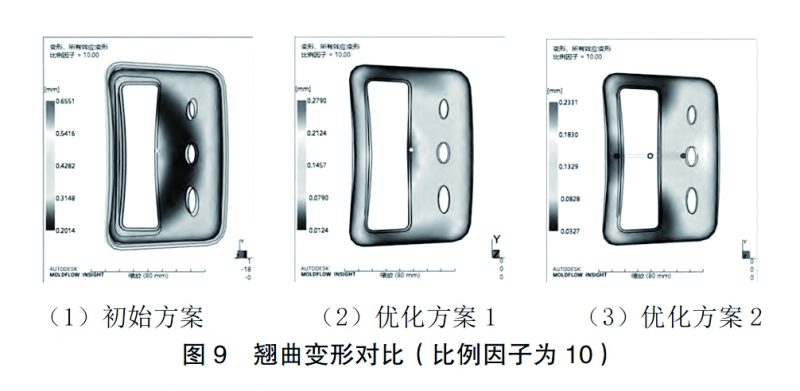
初始方案由于注塑件質(zhì)量不能滿足使用要求��,所以從材料和澆注系統(tǒng)方案兩方面進(jìn)行優(yōu)化設(shè)計(jì)�,三個(gè)方案及模流分析結(jié)果見表1所示�����,充填時(shí)間分別從1.086a分別降低至0.8161s和0.6158s�,翹曲變形量分別從0.6551減小到0.2790s和0.2331s,總的翹曲變形量降低了64.4%��,放大比例因子��,三個(gè)方案的翹曲變形如9所示��,注塑件的翹曲變形明顯減少,顯著提高了注塑件的質(zhì)量�;最重要的是注塑件的熔接線和氣穴基本已經(jīng)不影響注塑件質(zhì)量,注塑件的強(qiáng)度和外觀質(zhì)量都顯著提高�����,優(yōu)化的效果還是比較明顯的�����。
5結(jié)語
針對(duì)新開發(fā)的注塑件應(yīng)用CAE軟件進(jìn)行輔助設(shè)計(jì)�����,預(yù)測模具初始方案可能存在的質(zhì)量問題并進(jìn)行優(yōu)化設(shè)計(jì)和分析�,本文提出了2個(gè)優(yōu)化方案,分別從材料和澆注系統(tǒng)兩個(gè)方面進(jìn)行優(yōu)化�。結(jié)果表明,通過Moldflow模流分析技術(shù)�����,注塑件的填充時(shí)間從1.086s減少到0.6158s����,翹曲變形量由0.6551mm減小到0.2331mm,同時(shí)�����,將影響注塑件強(qiáng)度和外觀的熔接線和氣穴等缺陷轉(zhuǎn)移到其他位置�,提高了產(chǎn)品的強(qiáng)度、外觀�����、質(zhì)量及使用壽命�����,為注塑件的開發(fā)提供參考���,從而避免單純靠經(jīng)驗(yàn)評(píng)估可能出現(xiàn)的失誤����,避免模具反復(fù)試模修模而增加的開發(fā)成本和開發(fā)周期��,同時(shí)可明顯改善產(chǎn)品成型質(zhì)量��。
參考文獻(xiàn):
[1] 陳如香 , 劉改霞 , 戴坤添等 . 基于 Moldflow 的注塑件模流分析 與優(yōu)化 [J]. 科技創(chuàng)新與應(yīng)用 ,2022:12(29):80-83.
[2] 王蓓 , 王剛 .Moldflow 模具分析應(yīng)用實(shí)例 [M]. 北京 : 清華大學(xué) 出版社 ,2004.
[3] 陳如香 , 戴坤添 , 劉能鋒 . Moldflow 2021 模流分析從入門到精 通 [M]. 北京 : 電子工業(yè)出版社 ,2010.
[4] 陳如香 , 彭響方 , 劉斌 . 塑料配重塊收縮率的計(jì)算模擬 [J]. 塑 料 ,2010:39(30):107-109.
[5] 王新繼 , 杜群貴 , 劉雄 , 謝葉青 . 典型注塑模成型過程模擬與模 具變形分析 [J]. 機(jī)械設(shè)計(jì)與制造 ,2015, (01):243-246+250.
[6] 何建林 , 白志鵬 . 基于 Moldflow 的汽車配件 CAE 優(yōu)化分析 [J]. 機(jī)械設(shè)計(jì)與制造工程 ,2019,48(2):16-20.
[7] 陳如香����,彭響方 . 基于 Moldflow 的注塑件熔接痕缺陷驗(yàn)證與優(yōu) 化 [J]. 塑料���,2010:39(5):85-88.






















 玻纖含量對(duì)長玻纖...
玻纖含量對(duì)長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





