塑料管一般是以合成樹(shù)脂����,也就是聚酯為原料���、加入穩(wěn)定劑���、潤(rùn)滑劑、增塑劑等����,以「擠塑」的方法在制管機(jī)內(nèi)經(jīng)擠壓加工而成。塑料管種類(lèi)很多����,分為熱塑性塑料管和熱固性塑料管兩大類(lèi)。屬于熱塑性的有聚氯乙烯管����、聚乙烯管����、聚丙烯管�����、聚甲醛管等����;屬于熱固性的有酚塑料管等。塑料管的主要優(yōu)點(diǎn)是耐蝕性能好���、質(zhì)量輕����、成型方便�����、加工容易����,缺點(diǎn)是強(qiáng)度較低、耐熱性差。塑料管多采「擠塑」方式來(lái)制作�����,其工藝順序大致為:
生產(chǎn)流程原料+助劑配制 → 混合 → 輸送上料 → 強(qiáng)制喂料 →錐型雙螺桿擠出機(jī)→擠出模具→定徑套 → 噴淋真空定型箱 → 浸泡冷卻水箱 → 油墨印字機(jī) → 履帶牽引機(jī) → 抬刀切割機(jī) → 管材堆放架 → 成品檢測(cè)包裝�����。
擠出成形生產(chǎn)線:由擠出機(jī)���、擠出模具、牽引裝置���、冷卻定型裝置����、切割或卷曲裝置���、控制系統(tǒng)組成����,如圖 1 所示����。擠出機(jī)相當(dāng)于注射機(jī)的注射系統(tǒng)����,它由料斗����、料筒和螺桿組成。工作時(shí)螺桿在傳動(dòng)系統(tǒng)驅(qū)動(dòng)下轉(zhuǎn)動(dòng)����,將塑料推向料筒中加熱塑化,在擠出機(jī)的前端裝有擠出模具(又稱(chēng)機(jī)頭或口模)�����,塑料在通過(guò)擠出模具時(shí)形成所需形狀的制件����,再經(jīng)過(guò)冷卻定型處理就可以得到等截面的塑料型材。

圖 2 是擠出機(jī)的圖片�����。如果擠出的中空管狀塑料不經(jīng)冷卻����,將熱塑料管坯移入中空吹塑模具中向管內(nèi)吹入壓縮空氣����,在壓縮空氣作用下����,管坯膨脹并貼附在型腔壁上成形�����,經(jīng)過(guò)冷卻后即可獲得薄壁中空制品����。圖 3是擠出中空吹塑成形過(guò)程及擠出吹塑模具。


不僅是直管����,甚至三通及其它連接管都是由模具來(lái)決定形狀 (圖 4、5 )����。擠塑模具形狀不是圓的,安裝在擠出機(jī)的機(jī)頭鎖好就對(duì)了���。

















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I...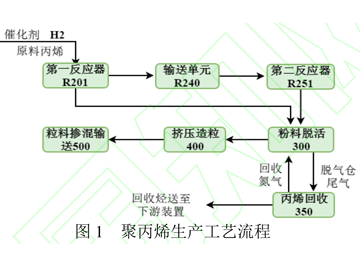 高性能注塑聚丙烯...
高性能注塑聚丙烯...













