摘要: 本文對(duì)注塑機(jī)的工作原理進(jìn)行了簡(jiǎn)單的介紹����,并借鑒螺桿頭部常用的幾種結(jié)構(gòu)形式����,設(shè)計(jì)了帶有止回環(huán)��、止回環(huán)座和銷釘型混煉環(huán)的螺桿前端頭部結(jié)構(gòu)�����,使螺桿對(duì)熔料的塑化能力進(jìn)一步得到提高����。
注塑成形是以一種高壓高速的形式將熔料注入閉合的模具型腔中,經(jīng)冷卻定型后����,得到與模具型腔一致的塑料制品的成型方法。用來成型幾乎所有的熱塑性和某些熱固性塑料制品的機(jī)器叫塑料注塑成形機(jī)���,簡(jiǎn)稱為注塑機(jī)���,它可以一次注射成形出質(zhì)量較高、形狀復(fù)雜的塑料制品���。隨著注塑制品應(yīng)用范圍的擴(kuò)大����,注塑成形工藝技術(shù)也在不斷發(fā)展,注塑機(jī)的類型也在持續(xù)增加����。根據(jù)注塑機(jī)注塑裝置與合模裝置的軸線排列方式不同可以分為臥式注塑機(jī)、立式注塑機(jī)和角式注塑機(jī)�,也可根據(jù)螺桿的形式不同分為螺桿式和注塞式兩大類, 以及根據(jù)成形制品精度高低及成形工藝方法等來分類 [1]�。
1 注塑機(jī)的工作原理
注塑過程必須要求塑料以熔體狀態(tài)進(jìn)入閉合模具模腔, 并且要保證塑料熔體應(yīng)具有足夠的壓力和流速��,以保證能及時(shí)充滿模腔�����,各種注塑機(jī)由于其結(jié)構(gòu)不相同��,導(dǎo)致注射成形的動(dòng)作可能不同?��,F(xiàn)以所示的螺桿式注塑機(jī)成形過程來說明注塑機(jī)的工作原理,首先將注射模具合模���,固體塑料粒通過料斗進(jìn)入料筒的末端��,借助于螺桿的推力和剪切力將固態(tài)塑料塑化成熔融狀態(tài)�����;其次在注射油缸的推動(dòng)下����,料筒前端噴嘴將熔融的物料注射到模具中,當(dāng)熔料充滿模腔被壓實(shí)后����, 螺桿不動(dòng),模腔保壓補(bǔ)料�����;最后待制品冷卻后���,注射裝置后退����, 開模取出制品��,清理閉合模具,為下一次注射做準(zhǔn)備 [2]����。
注塑機(jī)的動(dòng)作過程總結(jié)為:料斗進(jìn)料——螺桿塑化—— 注射噴嘴前進(jìn)——注射——保壓補(bǔ)料——預(yù)塑——噴嘴后退——冷卻——開模取制件——清理閉合模具(為下一次注射做準(zhǔn)備)。
2 螺桿頭部混煉環(huán)結(jié)構(gòu)設(shè)計(jì)
注塑裝置的零部件包括料筒�����、注射柱塞(螺桿)��、噴嘴和螺桿傳動(dòng)裝置等�,其中注塑螺桿是螺桿式注射裝置塑化部件的重要零部件,主要由進(jìn)料段��、熔融段����、均化段和頭部結(jié)構(gòu)組成。螺桿頭部的幾種結(jié)構(gòu)����,一般將螺桿頭部制造成可拆卸的形式,這樣便于安裝和更換零件�����,如圖 1 所示����。(a)為較簡(jiǎn)單的螺桿頭部基本形式,圓錐形的螺桿頭部是為了減少注射時(shí)熔料的流動(dòng)阻力�,防止熔料停滯使溫度升高而引起分解現(xiàn)象。(b)與(a)不同之處在于安裝了功能類似與單向 閥的止回環(huán)和止回環(huán)座����,目的是在高壓注射低粘度熔料時(shí), 防止出現(xiàn)熔料沿螺桿和料筒之間的間隙倒流�����,進(jìn)而影響注射壓力和注射量的準(zhǔn)確性���。(c)相較于(b)又增設(shè)了提高螺桿塑化能力的混煉環(huán) [1]���。
1-止回環(huán);2- 止回環(huán)座����;3- 混煉環(huán)
圖 1 注射螺桿頭部結(jié)構(gòu)常用的三種形式
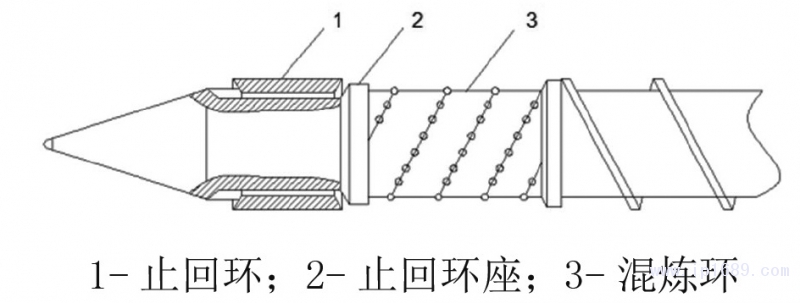
圖 1 是注射螺桿頭部結(jié)構(gòu)常用的三種形式,綜合比較(a) 結(jié)構(gòu)簡(jiǎn)單��,容易制造,同時(shí)會(huì)引起熔料的倒流�����,影響注射壓力和質(zhì)量�;(b)可以防止倒流現(xiàn)場(chǎng)產(chǎn)生,但結(jié)構(gòu)復(fù)雜�;(c) 加了提高塑化能力的混煉環(huán)。結(jié)合圖 1 三種螺桿頭部的特點(diǎn)而設(shè)計(jì)����,如圖 2 所示,該結(jié)構(gòu)不僅帶有防止熔料倒流的止回環(huán)����,還有混煉環(huán)。預(yù)塑時(shí)�,均化段的熔料壓力大于止回環(huán) 1 左邊螺桿頭部的壓力,熔料頂開類似單向閥功用的止回環(huán)�����,并不斷向螺桿頭部前端聚集���;注射時(shí)��,由于螺桿頭部熔料壓力升高���,迫使止回環(huán)后移與止回環(huán)座 2 貼緊,使熔料通道被關(guān)閉���, 進(jìn)而防止倒流�?�;鞜挱h(huán)與圖 1(c)不同的是����,此處將混煉環(huán)上的銷釘不是沿圓周分布,而是成傾斜狀�����、且與螺桿螺紋成反向分布�。即若螺桿螺紋是右手螺紋,則混煉環(huán)上的銷釘則分布成符合左手螺紋定律���,這樣不僅能對(duì)未熔融的塑料顆粒起到過濾��、粉碎�、細(xì)化、剪切的作用��,而且能較大程度上提高螺桿的塑化能力 [3]��。
1- 止回環(huán)����;2- 止回環(huán)座;3- 混煉環(huán)
圖 2 注射螺桿頭部結(jié)構(gòu)分析圖
3 結(jié)束語
螺桿式注塑機(jī)相較于柱塞式注塑機(jī)�����,具有塑化能力高���, 注射壓力損失少等優(yōu)點(diǎn)����。為了提高螺桿的塑化能力���,可以增設(shè)螺桿頭部的混煉環(huán)結(jié)構(gòu)����。本文基于螺桿頭部常用的幾種結(jié)構(gòu)形式,設(shè)計(jì)了帶有止回環(huán)�、止回環(huán)座和銷釘型混煉環(huán)的螺桿前端頭部結(jié)構(gòu),其中銷釘型混煉環(huán)螺桿頭的設(shè)計(jì)在原來沿圓周分布的結(jié)構(gòu)上做了修改����,變成與螺桿螺紋反向排布的形式結(jié)構(gòu)。這樣可以對(duì)塑料顆粒進(jìn)行細(xì)化�����、剪切的同時(shí)�,也可提高螺桿頭部結(jié)構(gòu)對(duì)熔料的塑化能力���,但這種結(jié)構(gòu)的塑化能力到底提高了多少��,需要進(jìn)一步進(jìn)行驗(yàn)證���。
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













