袁維杰
( 上海工業(yè)自動(dòng)化儀表研究院有限公司�,上海 200233)
摘 要:針對(duì)吹膜生產(chǎn)工藝無(wú)法用穿透式直接對(duì)管膜進(jìn)行厚度測(cè)量的問題,利用吹膜生產(chǎn)工藝中旋轉(zhuǎn)卷繞特性���,設(shè)計(jì)了用于管膜在線厚度測(cè)量的X射線測(cè)厚儀���。因穿透式測(cè)厚儀是對(duì)折疊后上下兩層管膜進(jìn)行厚度測(cè)量,而最終結(jié)果要求的是單層管膜厚度及對(duì)應(yīng)的擠出模頭位置��,故希望被測(cè)的上下兩層厚度一致; 而最有可能保證上下兩層薄膜厚度一致的位置是管膜折疊邊緣���,所以厚度測(cè)量點(diǎn)越靠近管膜折疊邊緣����,所獲得的結(jié)果越準(zhǔn)確����。所設(shè)計(jì)的 C 型結(jié)構(gòu)X射線測(cè)厚儀具有測(cè)量點(diǎn)跟蹤管膜邊緣功能�,可在不同的吹膜生產(chǎn)設(shè)備上安裝使用。尤其對(duì)管膜折疊卷繞過程中折疊邊緣左右移動(dòng)的情況,該測(cè)厚儀能很好地保持測(cè)量點(diǎn)在管膜折疊邊緣處測(cè)量�,提升了測(cè)量準(zhǔn)確度,在實(shí)際安裝應(yīng)用中也得到了驗(yàn)證����。
關(guān)鍵詞: X射線測(cè)厚儀;吹膜厚度測(cè)量;在線檢測(cè);薄膜邊緣檢測(cè);微處理器
0 引言
薄膜生產(chǎn)的常用工藝有壓延法、流延法��、拉伸法和吹膜法等[1]���。吹膜工藝因其工藝設(shè)備簡(jiǎn)單���、薄膜幅寬、沒有邊廢料而得到了廣泛應(yīng)用[2]����。目前,吹膜工藝都是用反射式測(cè)厚儀直接對(duì)圓形管膜上的管壁進(jìn)行在線測(cè)量���,而穿透式測(cè)厚儀無(wú)法直接對(duì)管壁進(jìn)行測(cè)量���。為解決管壁厚度不均造成收卷時(shí)的爆筋現(xiàn)象,吹膜生產(chǎn)工藝所采取的旋轉(zhuǎn)收卷方法���,使穿透式測(cè)厚儀對(duì)管壁實(shí)現(xiàn)在線測(cè)量成為可能���。本文利用吹膜工藝的旋轉(zhuǎn)收卷功能�,用穿透式X射線測(cè)厚原理�,設(shè)計(jì)了一臺(tái)可間接對(duì)吹膜生產(chǎn)中的管壁厚度進(jìn)行在線測(cè)量的X射線測(cè)厚儀。
1 用于吹塑薄膜生產(chǎn)的X射線測(cè)厚儀設(shè)計(jì)
吹膜生產(chǎn)工藝具有旋轉(zhuǎn)收卷特性����,即管狀薄膜上的每個(gè)點(diǎn)都會(huì)經(jīng)過折疊邊緣,對(duì)折疊薄膜邊緣連續(xù)測(cè)量等同于對(duì)管狀薄膜旋轉(zhuǎn)測(cè)量�。根據(jù)旋轉(zhuǎn)起始點(diǎn)與模頭的對(duì)應(yīng)關(guān)系,可以推算出當(dāng)前測(cè)量點(diǎn)顯示值(即為對(duì)應(yīng)模頭擠出厚度值���,這樣就可以進(jìn)行實(shí)時(shí)在線測(cè)量和顯示管膜的薄膜厚度)����。由于是對(duì)折疊后的管膜進(jìn)行測(cè)量����,所測(cè)得的是兩層管膜厚度值,所以���,如果折疊的上下兩層管膜厚度一致或接近�,則測(cè)量顯示厚度與實(shí)際厚度相等���。為了減少由于兩層膜厚度的偏差可能造成的測(cè)量誤差�,測(cè)量點(diǎn)越靠近折疊邊緣���,測(cè)量結(jié)果將會(huì)越準(zhǔn)確���。這是因?yàn)檎郫B邊緣處上下二層厚度偏差最小。所以對(duì)于穿透式X射線測(cè)量管膜厚度測(cè)厚儀����,應(yīng)能控制測(cè)量點(diǎn)在薄膜內(nèi)且盡量靠近薄膜邊緣。
有些吹膜生產(chǎn)設(shè)備在收卷膜時(shí)薄膜會(huì)左右移動(dòng)��,對(duì)X射線測(cè)量造成很大影響���。因此�,設(shè)計(jì)應(yīng)用于吹膜生產(chǎn)設(shè)備的X射線測(cè)厚儀時(shí)�,應(yīng)使其具備厚度測(cè)量、薄膜邊緣檢測(cè)及跟隨薄膜邊緣移動(dòng)的功能���。
1.1X射線測(cè)厚原理
X射線厚度測(cè)量是由發(fā)射端發(fā)射X射線�,射線穿過被測(cè)介質(zhì)后由接收探測(cè)器測(cè)量X射線強(qiáng)度,并通過換算得出被測(cè)介質(zhì)的厚度���。計(jì)算公式如下:
式中: U為X射線穿過介質(zhì)后探測(cè)到的電壓值; U0為發(fā)射源與探測(cè)器之間只有空氣時(shí)探測(cè)到的電壓值; A為常數(shù);μ為被測(cè)介質(zhì)的吸收系數(shù); d為被測(cè)介質(zhì)的厚度���。
A和μ是與被測(cè)介質(zhì)相關(guān)的2個(gè)常數(shù),通過對(duì)被測(cè)介質(zhì)的標(biāo)準(zhǔn)樣品進(jìn)行測(cè)量獲取��。當(dāng)確定了A和μ�,并測(cè)量得到U0和U值,用式(1) 就可以得到介質(zhì)的厚度值d[3]��。
1.2 硬件設(shè)計(jì)
整個(gè)X射線測(cè)厚儀由薄膜厚度測(cè)量和薄膜邊緣跟隨兩部分組成�。這兩部分相對(duì)獨(dú)立,通過一對(duì)命令狀態(tài)線協(xié)同工作��。
1.2.1 薄膜厚度測(cè)量
厚度測(cè)量頭由X射線管����、電離室、微信號(hào)放大器���、高壓電源構(gòu)成����。其將厚度信號(hào)轉(zhuǎn)變成電信號(hào),再經(jīng)信號(hào)采集和工控機(jī)處理�,將薄膜的厚度轉(zhuǎn)換成對(duì)應(yīng)數(shù)值,在顯示屏上顯示[4]���。
考慮到有些吹塑薄膜生產(chǎn)設(shè)備從折疊到卷繞間距很小,且有些還有傾斜角度�,因此要求 X射線測(cè)量頭盡量小巧,且可以根據(jù)傾斜角度進(jìn)行調(diào)整��。在選用 X射線發(fā)射管時(shí)����,選擇了透射式X射線管。傳統(tǒng)的X射線管是將熱陰極電子通過高壓電場(chǎng)的作用打到陰極靶面上��,X射線轉(zhuǎn)換效率不足2% ��,大部分功耗變成熱能��。而透射式X射線管是陽(yáng)極端靶材直接鍍?cè)阝敶皟?nèi)側(cè)���,當(dāng)陰極發(fā)射的電子轟擊鍍?cè)阝敶皟?nèi)側(cè)的靶材時(shí)�,所產(chǎn)生的X射線可直接透過靶材和鈹窗輻射���。因此在同樣功率條件下��,透射靶X射線管要比反射靶X射線管所產(chǎn)生的X射線效率要高且體積小�。同樣地,在電離室選型上��,也是選用了直徑僅75 mm 的高靈敏電
離室��,并配上微信號(hào)放大器構(gòu)成X射線探測(cè)器��。由透射式X發(fā)射管和X射線探測(cè)器��,可構(gòu)成小巧且易于安裝的厚度測(cè)量頭����。
厚度測(cè)量信號(hào)通過信號(hào)采集板被工控機(jī)讀取。同時(shí)被讀取的還有當(dāng)前模頭位置信號(hào)��。通過計(jì)算得到厚度值和模頭號(hào)���,將連續(xù)測(cè)量結(jié)果顯示在操作顯示屏幕上��,可觀察到管膜圓周上的厚度變化曲線�。
1.2.2 薄膜邊緣跟隨
為了保持X射線測(cè)量頭靠近管膜的折疊邊緣,解決部分吹膜生產(chǎn)設(shè)備旋轉(zhuǎn)折疊卷繞時(shí)薄膜邊緣左右移動(dòng)造成的測(cè)量偏差問題���,需要有一套既能檢測(cè)薄膜邊緣位置又能使X射線測(cè)量頭跟隨薄膜邊緣移動(dòng)的裝置[5]����。其必須具備較高的移動(dòng)響應(yīng)速度�。薄膜邊緣跟隨模組就是為此而設(shè)計(jì)的。
薄膜邊緣檢測(cè)模組由激光頭��、一組光電接受頭組成; 通過對(duì)光電信號(hào)處理���,可獲取當(dāng)前薄膜邊緣與厚度測(cè)量頭的相對(duì)位置[6]。通過控制步進(jìn)電機(jī)來(lái)驅(qū)動(dòng)測(cè)量頭��,可使測(cè)量頭處在最佳測(cè)量位置�。
通常管膜是透明的且只有幾十微米厚度,因此識(shí)別有膜與無(wú)膜就是關(guān)鍵��。通過各種測(cè)試��,最后選用一字激光頭加一組BPW34 光電管��,利用激光穿透薄膜的能量衰減來(lái)感知當(dāng)前測(cè) 量點(diǎn)是否有薄膜�。雖 然BPW34 響應(yīng)最靈敏區(qū)域在850~950 nm 波長(zhǎng),但為了操作和調(diào)整方便還是選擇了650 nm 波長(zhǎng)。其為可見紅光��,既能滿足薄膜有無(wú)檢測(cè)的需求��,又能方便調(diào)試和維護(hù)���。
為了保證X射線測(cè)量頭保持在盡量靠近管膜折疊邊緣且又不使X射線測(cè)量頭頻繁來(lái)回移動(dòng)���,需要檢測(cè)到薄膜邊緣與X射線測(cè)量頭相對(duì)位置,超出偏差范圍需及時(shí)調(diào)整�。因此,必須知道薄膜邊緣在檢測(cè)區(qū)域中的位置�。因?yàn)樾枰獧z測(cè)一個(gè)區(qū)域,故選用一字型激光頭5個(gè) BPW34光電二極管構(gòu)成區(qū)域檢測(cè)�。薄膜邊緣檢測(cè)如圖1所示。
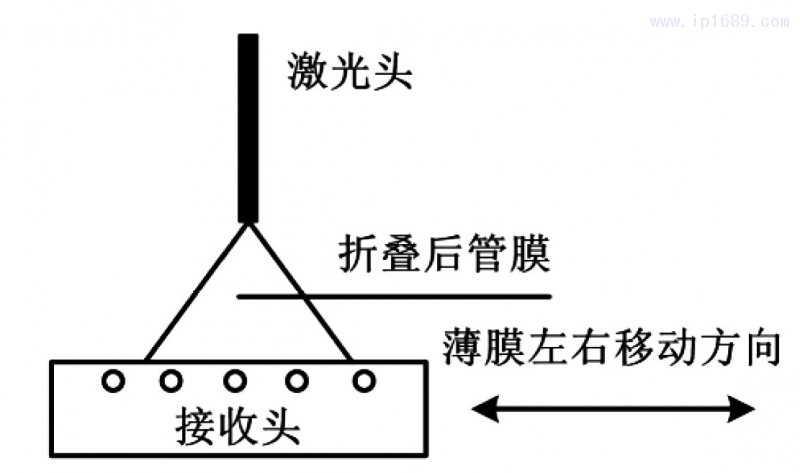
圖1 薄膜邊緣檢測(cè)示意圖
薄膜邊緣位置以中間檢測(cè)點(diǎn)為基準(zhǔn)���,通過中間點(diǎn)狀態(tài)檢測(cè)來(lái)控制X射線測(cè)量頭移動(dòng)方向及到位停止�。
為便于跟隨模組的運(yùn)行診斷�,模塊內(nèi)部安裝OLED顯示器,可顯示當(dāng)前工作狀態(tài)�、與測(cè)厚程序的間接口狀態(tài)信息、驅(qū)動(dòng)輸出控制信息���、薄膜邊緣檢測(cè)信息���、系統(tǒng)異常時(shí)的故障碼等��,有故障或需要讀取時(shí)點(diǎn)亮���,正常狀態(tài)下會(huì)自動(dòng)關(guān)閉。
薄膜邊緣檢測(cè)模組運(yùn)行模式切換到手動(dòng)狀態(tài)時(shí)�,可以手動(dòng)控制檢測(cè)頭移動(dòng)和標(biāo)定被測(cè)薄膜。通過標(biāo)定��,可以解決激光頭衰減���、光電器件老化、薄膜品種變更等因素造成的檢測(cè)異常等問題�。
1.2.3X射線測(cè)厚儀功能框圖
X射線測(cè)厚儀電路功能框圖如圖2所示。虛線框內(nèi)的硬件模塊���、電路安裝在操作控制箱內(nèi)����,可安裝在便于監(jiān)控操作的位置; 其余部分安裝在C型掃描架上����,需安裝在收卷檢測(cè)薄膜位置�。

圖2 X射線測(cè)厚儀電路功能框圖
1. 3 結(jié)構(gòu)設(shè)計(jì)
為了適應(yīng)不同的機(jī)器安裝�,將X射線測(cè)量頭設(shè)計(jì)成可調(diào)結(jié)構(gòu)。C型掃描結(jié)構(gòu)如圖 3 所示����。

圖3 C型掃描架結(jié)構(gòu)圖
模組的安裝平臺(tái)是固定在吹膜生產(chǎn)設(shè)備上的,可旋轉(zhuǎn)測(cè)量頭懸掛在安裝平臺(tái)的滑動(dòng)模組上�。改變懸掛角度,可使X射線與被測(cè)薄膜保持垂直��,提高測(cè)量精度和穩(wěn)定性�,達(dá)到最佳測(cè)量效果?���?尚D(zhuǎn)測(cè)量頭下部安裝的X射線發(fā)射管和安裝在上部的X射線探測(cè)器構(gòu)成了測(cè)量回路。通過調(diào)整X射線發(fā)射管位置����,可調(diào)節(jié)測(cè)量間隙,滿足不同工況條件需求����。在X射線測(cè)量回路側(cè)面安裝了薄膜邊緣檢測(cè)頭��,檢測(cè)被測(cè)薄膜是否處在測(cè)量回路中��。
安裝平臺(tái)上的滑動(dòng)模塊由步進(jìn)馬達(dá)帶動(dòng)���,由滑動(dòng)模塊再帶動(dòng)可旋轉(zhuǎn)測(cè)量頭移動(dòng)。也就是說��,X 射線測(cè)量回路可通過控制步進(jìn)馬達(dá)使測(cè)量點(diǎn)左右移動(dòng)���。為了防止滑動(dòng)模塊超出移動(dòng)范圍�,對(duì)步進(jìn)電機(jī)及驅(qū)動(dòng)電路進(jìn)行保護(hù)�,在滑臺(tái)左右兩端安裝了限位接近開關(guān)?�;谀=M的外形及體積上的要求���,選用的步進(jìn)電機(jī)功率較小,以能驅(qū)動(dòng)滑臺(tái)為準(zhǔn); 通過對(duì)步進(jìn)電機(jī)升降時(shí)序控制���,可解決快速移動(dòng)滑臺(tái)需求[7-8]��。
如果在收卷前位置對(duì)薄膜測(cè)量��,則安裝平臺(tái)可固定在收卷輥側(cè)板上����。滑臺(tái)的滑動(dòng)距離根據(jù)生產(chǎn)品種和實(shí)際工況條件進(jìn)行選擇����。考慮到滑塊負(fù)重����,一般選擇滑臺(tái)移動(dòng)距離在400 cm 以內(nèi)。
1.4 軟件設(shè)計(jì)
整個(gè)測(cè)厚儀軟件由兩部分構(gòu)成: 基于Windows 的采用C語(yǔ)言和VB.net 開發(fā)的厚度測(cè)量顯示軟件和基于STM 平臺(tái)用C語(yǔ)言開發(fā)的薄膜邊緣跟蹤控制軟件�。
1.4.1X射線厚度測(cè)量軟件設(shè)計(jì)
厚度測(cè)量程序是這個(gè)X射線測(cè)厚儀的主控程序,用于實(shí)現(xiàn)人機(jī)操控界面���、測(cè)量數(shù)據(jù)采集����、數(shù)據(jù)處理��、監(jiān)控跟隨系統(tǒng)及監(jiān)控和處理測(cè)厚儀運(yùn)行狀態(tài)等功能��。X射線測(cè)厚儀軟件流程如圖 4 所示��。

圖4 X射線測(cè)厚儀軟件流程圖
1.4.2 X射線探測(cè)頭標(biāo)準(zhǔn)化處理
X射線運(yùn)行一段時(shí)間后,隨著時(shí)間和溫度的變化����,U0也會(huì)發(fā)生變化。根據(jù)厚度計(jì)算公式(1)��,U0的變化將影響計(jì)算后的厚度值�。為了保證測(cè)量準(zhǔn)確,需要不斷監(jiān)測(cè)U0 的變化��。標(biāo)準(zhǔn)化處理就是對(duì)U0 的監(jiān)測(cè)處理[9]��。通常����,標(biāo)準(zhǔn)化處理周期是按實(shí)際使用環(huán)境來(lái)設(shè)置為定時(shí)自動(dòng)處理,但也可按需要進(jìn)行手動(dòng)處理����。按U0定義就是X射線探測(cè)頭在沒有介質(zhì)的狀態(tài)下測(cè)得的電壓值,標(biāo)準(zhǔn)化就是將X射線測(cè)量頭移到?jīng)]有被測(cè)
介質(zhì)遮擋的位置讀取電壓值����。
標(biāo)準(zhǔn)化處理過程: 當(dāng)?shù)竭_(dá)設(shè)定的時(shí)間或掃描次數(shù)后����,測(cè)厚程序發(fā)命令給跟隨模組; 模組收到命令后控制滑臺(tái)回到起始位置���,到位后輸出完成狀態(tài); 測(cè)厚程序收到到位信息后開始讀取、計(jì)算����、處理和更新U0,完成后重新進(jìn)入啟動(dòng)測(cè)量過程���。
1.4.3 薄膜邊緣跟隨軟件設(shè)計(jì)
跟隨模塊選用STM8 微處理器為控制器��,處理薄膜邊緣信號(hào)檢測(cè)����、控制驅(qū)動(dòng)X射線測(cè)量頭跟隨薄膜移動(dòng)�、與測(cè)厚程序同步工作、顯示當(dāng)前工作狀態(tài)信息等��,可對(duì)薄膜檢測(cè)頭進(jìn)行標(biāo)定����,并可手動(dòng)操控滑臺(tái)移動(dòng)。跟隨控制程序流程如圖5所示�。
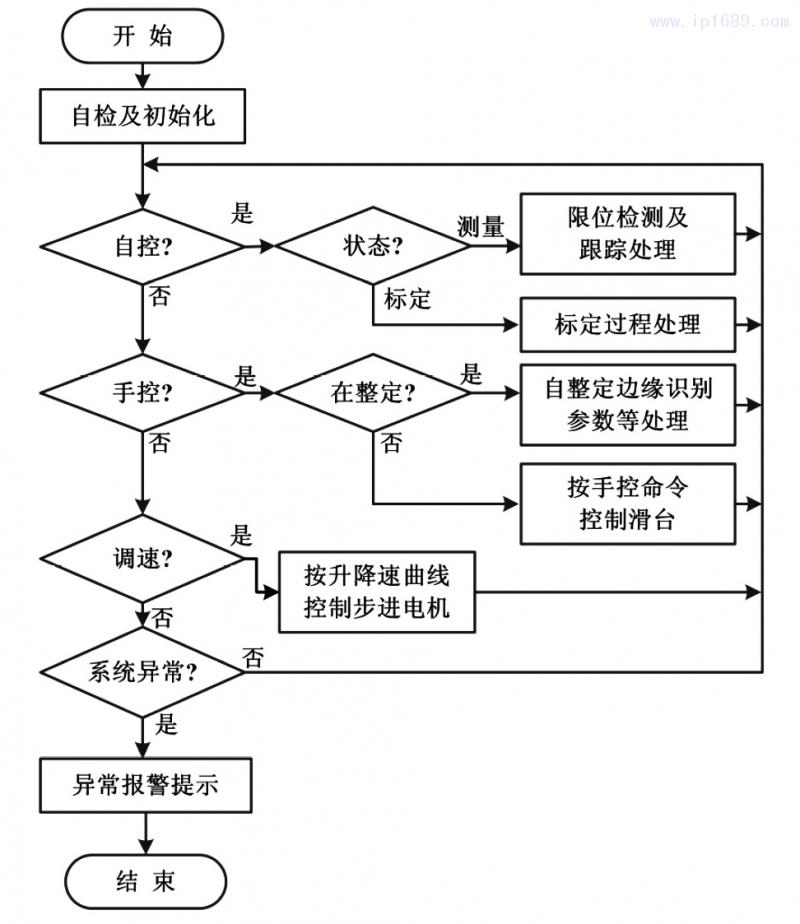
圖5 跟隨控制程序流程圖
當(dāng)跟隨模塊初始化完成且設(shè)置在自動(dòng)狀態(tài)時(shí)�,跟隨模塊將接收測(cè)厚程序控制�,完成薄膜邊緣跟隨和U0標(biāo)定工作; 如果跟隨模塊設(shè)置為手動(dòng)狀態(tài),則可以手動(dòng)控制滑臺(tái)移動(dòng)或進(jìn)入薄膜邊緣檢測(cè)標(biāo)定操作��。標(biāo)定操作是通過長(zhǎng)按標(biāo)定按鈕與狀態(tài)指示反饋來(lái)顯示操作所處步驟��,標(biāo)定操作需完成讀取無(wú)膜��、有膜閾值并計(jì)算處理和保存等����。標(biāo)定過程中,可通過切換到自動(dòng)狀態(tài)來(lái)終止標(biāo)定工作��。
2 X射線測(cè)厚儀應(yīng)用結(jié)果
目前���,根據(jù)用戶的吹膜生產(chǎn)設(shè)備及生產(chǎn)的產(chǎn)品類型�,制作了適用于該吹膜生產(chǎn)設(shè)備的 C 型X射線測(cè)厚儀��。該設(shè)備生產(chǎn)的是熱縮膜�,有多種規(guī)格,厚度為15~25μm���、寬度為1.6 ~ 1.8 m�。根據(jù)實(shí)際生產(chǎn)時(shí)薄膜晃動(dòng)情況,將X射線測(cè)量頭間距設(shè)置為20 mm�,選用最大行程為300 mm 滑臺(tái)可滿足不同產(chǎn)品寬度及薄膜偏移的 需 求�。X射線測(cè)量點(diǎn)直徑10 mm,測(cè)量精 度在±1μm內(nèi)���,測(cè)量中心點(diǎn)與薄膜邊緣間距15 mm��,允許測(cè)量偏離范圍在±5 mm內(nèi)��,跟隨響應(yīng)時(shí)間在0.5 s內(nèi)�。
在安裝了X射線測(cè)厚儀的生產(chǎn)設(shè)備上��,操作員可以實(shí)時(shí)看到當(dāng)前的產(chǎn)品厚度及均勻度����,并及時(shí)調(diào)整模頭間隙,以提高產(chǎn)品的質(zhì)量并能降低產(chǎn)品成本�。尤其是更換生產(chǎn)品種時(shí),對(duì)于設(shè)備的調(diào)整給予很大幫助��,可減少調(diào)整時(shí)間和調(diào)整時(shí)所耗費(fèi)的原材料�。
X射線測(cè)厚儀小巧且安裝簡(jiǎn)單,現(xiàn)已有多套安裝在該類吹膜設(shè)備上運(yùn)行。因采用的是低能X射線�,所以在安全上屬于免檢產(chǎn)品,比起使用放射源的反射式測(cè)厚儀��,管理成本更低也更安全����。
3 結(jié)束語(yǔ)
本文設(shè)計(jì)了適用于吹塑薄膜生產(chǎn)的X射線測(cè)厚儀,解決了吹膜生產(chǎn)工藝中使用穿透式測(cè)厚儀來(lái)測(cè)量管膜厚度存在的兩個(gè)問題��。①厚度測(cè)量點(diǎn)要保持在管膜折疊處�,這樣上下兩層薄膜厚度相對(duì)一致,可保證測(cè)量精度��。②厚度測(cè)量點(diǎn)位置與吹膜模頭要有確切的對(duì)應(yīng)關(guān)系�,這樣厚度測(cè)量值可正確對(duì)應(yīng)到模頭位置,便于調(diào)整模頭使生產(chǎn)的薄膜厚度均勻提升產(chǎn)品質(zhì)量���。該測(cè)厚儀具備測(cè)量點(diǎn)跟蹤管膜邊緣功能��,具有廣闊的應(yīng)用前景��。
參考文獻(xiàn):
[1]敏隆葉����,埃貝爾.塑料薄膜加工技術(shù)[M].王建偉,孫小青�,左秀琴,譯.北京: 化學(xué)工業(yè)出版社��,2003.
[2]張玉霞.吹塑薄膜技術(shù)進(jìn)展[J].塑料包裝���,2007,17( 3) : 38-46.
[3]靳其兵����,吳磊. 有關(guān)X射線測(cè)厚儀技術(shù)的研究[J].自動(dòng)化儀表,2007����,28( 1) : 65-66.
[4]張曉春.X射線測(cè)厚儀在熱軋板帶中的應(yīng)用[J].自動(dòng)化儀表,2014���,35( 2) : 88-91.
[5] 薛曉旭. 基于單片機(jī)的透射式光電糾偏檢測(cè)裝置的制作[J]. 廣東印刷��,2013( 3) : 41-43.
[6] 章佳輝��,郭華亮���,徐志宇����,等. 用于超級(jí)黑板的可抗震型光電定位系統(tǒng)設(shè)計(jì)[J]. 自動(dòng)化儀表����,2017,38( 8) : 9-13.
[7] 儀慧玲�,張仁杰. 基于 STM32 的步進(jìn)電機(jī) S 曲線加減速算法的 優(yōu)化[J]. 信息技術(shù),2015( 3) : 178-181.
[8] 王粟���,張威亞���,常雨芳. 步進(jìn)電機(jī)控制器在液晶屏壓合器中的應(yīng) 用[J]. 自動(dòng)化儀表,2016�,37( 8) : 30-33.
[9] 魏運(yùn)鵬,方偉. X 射線測(cè)厚儀測(cè)量精度影響因素及補(bǔ)償措 施[J]. 自動(dòng)化儀表����,2011,32( 10) : 79-81.















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













