曾新紅
(廣州航海學(xué)院 電氣工程系���,廣東 廣州 510725)
摘 要:隨著自動化程度的日益進(jìn)步���,智能機(jī)器在工業(yè)生產(chǎn)自動化過程中應(yīng)用日益普遍,智能制造生產(chǎn)工藝也日益受到人們的青睞���。PLC 作為電氣控制系統(tǒng)中的核心器件��,結(jié)合機(jī)器人控制已廣泛應(yīng)用于各行各業(yè),為現(xiàn)代生產(chǎn)提供了高效的生產(chǎn)率����。文章介紹了利用三菱 PLC 控制機(jī)器人操作實現(xiàn)物品碼垛的設(shè)計過程。通過設(shè)計實現(xiàn)了機(jī)器人自動碼垛過程����。
關(guān)鍵詞:PLC;機(jī)器人��;碼垛
引言
當(dāng)前,無論是從國外引進(jìn)的自動化生產(chǎn)線����,還是自行設(shè)計的自動控制系統(tǒng),普遍把可編程控制器作為控制系統(tǒng)的核心器件[1]���。隨著工業(yè)技術(shù)和計算機(jī)信息技術(shù)的發(fā)展���,以及工業(yè)自動化程度的不斷提高,智能制造生產(chǎn)工藝越來越受到人們的青睞��。機(jī)械手作為最早出現(xiàn)的工業(yè)機(jī)器人����,它可代替人的繁重勞動以實現(xiàn)生產(chǎn)的機(jī)械化和自動化,能在有害環(huán)境下操作以保護(hù)人身安全���,因而廣泛應(yīng)用于機(jī)械制造���、自動化生產(chǎn)線等行業(yè)。本系統(tǒng)設(shè)計采用三菱 PLC 和ABB120 六軸機(jī)械手實現(xiàn)生產(chǎn)線物品自動碼垛過程��。
1基于三菱 PLC 的機(jī)械手控制系統(tǒng)組成
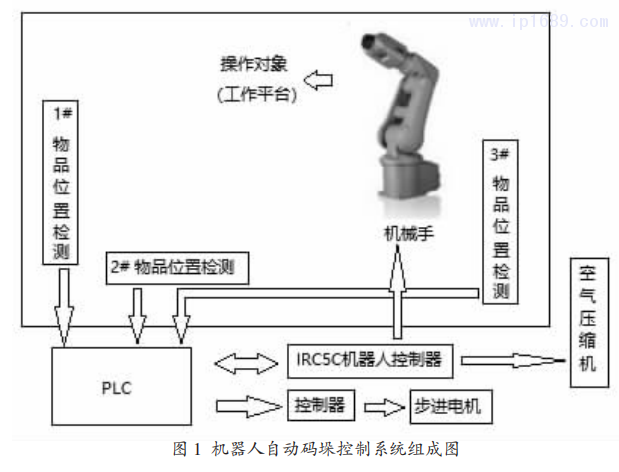
機(jī)械手碼垛控制系統(tǒng)主要由 PLC���、機(jī)械手���、步進(jìn)電機(jī)����、觸摸屏和空氣壓縮機(jī)等構(gòu)成���。PLC 產(chǎn)生脈沖經(jīng)過驅(qū)動器驅(qū)動步進(jìn)電機(jī)運行���,帶動皮帶輪運轉(zhuǎn)。物品由皮帶輪輸送����,到位后發(fā)出信號給機(jī)械手操作碼垛。該系統(tǒng)設(shè)計了 3 個傳送帶分別輸送 1 號物品���、2 號物品和 3 號物品,機(jī)械手按要求分別操作碼垛 3 組物品���。3 組物品由倉庫移出時采用氣動閥驅(qū)動����,機(jī)械手抓取物品也由氣動閥驅(qū)動。所有的氣動閥氣流均由一臺空壓機(jī)供給��。圖 1 為控制系統(tǒng)組成圖��。采用 ABB120 六軸機(jī)械手���。
圖 1 中系統(tǒng)可分為:執(zhí)行機(jī)構(gòu)����、信號檢測機(jī)構(gòu)����、控制機(jī)構(gòu)三大部分,機(jī)器人自動碼垛控制系統(tǒng)以碼垛物料為控制目標(biāo)��,搬運的物料具有一定的規(guī)則形狀���,該設(shè)計系統(tǒng)中��,物料首先從儲物架按一定順序下落��,檢測有物料過來時���,PLC 驅(qū)動步進(jìn)電機(jī)帶動皮帶輪運送物料��,待到指定位置后��,機(jī)器人通過搬運夾具把物料從皮帶末端搬運到碼 垛平臺上���。第一階段為在 1 號位將方形小箱體碼垛成 4×3×2 的椎體垛狀。
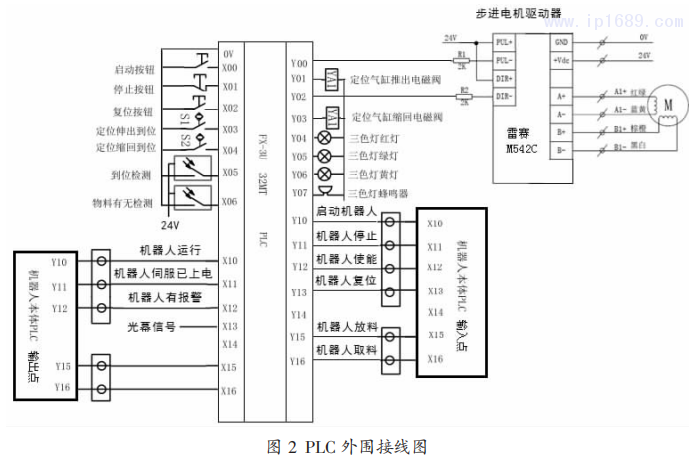
完成碼垛要求后��,自動進(jìn)入下一步 2號位碼垛工作���,將物料箱體碼垛成所需形狀��。碼垛完成后再自動進(jìn)入 3 號位碼垛工作��,形狀設(shè)計按需所置����,直至便發(fā)生燈光報警���,并停止所有操作����,直至所有物料搬完���,為一個工作流程���。機(jī)械手的夾物松緊采用氣壓式驅(qū)動,其驅(qū)動系統(tǒng)由氣缸����、氣閥、氣罐和空壓機(jī)組成����,其特點是氣源方便、動作迅速���、結(jié)構(gòu)簡單����、造價較低���、維修方便��。圖 2 為三菱 PLC 外圍接線圖����。
2 PLC 選型與程序設(shè)計
該設(shè)計系統(tǒng)根據(jù)輸入/輸出點數(shù)的需求,選取 FX3UC- 32MT(16 輸入/16 輸出)來控制步進(jìn)電機(jī)和電磁閥以及與機(jī)器人信號交互��。
根據(jù)系統(tǒng)控制要求���,結(jié)合機(jī)械手碼垛控制��,設(shè)計 PLC控制系統(tǒng)的 PLC 程序����,由于 1 號��、2 號��、3 號位順序執(zhí)行碼垛����,所以程序中設(shè)置相互互鎖,同時為了安全操作����,在機(jī)械手運行時,設(shè)置了光膜檢測報警��,只要有人進(jìn)入工作區(qū)域,便發(fā)生燈光報警����,并停止所有操作���,直至按復(fù)位按鈕后����,程序繼續(xù)運行���。
3 機(jī)械手程序設(shè)計
在編輯器中���,首先要定義好抓取點和碼垛點后,按預(yù)置的碼垛順序要求編程���。本設(shè)計程序中 1 號物就緒信號輸入點為 Id1��,2 號物就緒信號輸入點為 Id2����,3 號物就緒信號輸入點為 Id4���,碼垛完成就緒信號輸出為 io3����。注意在機(jī)器人編程時先設(shè)置慢速調(diào)試,達(dá)到要求后再提高運
行速度��。
4 觸摸屏界面設(shè)計
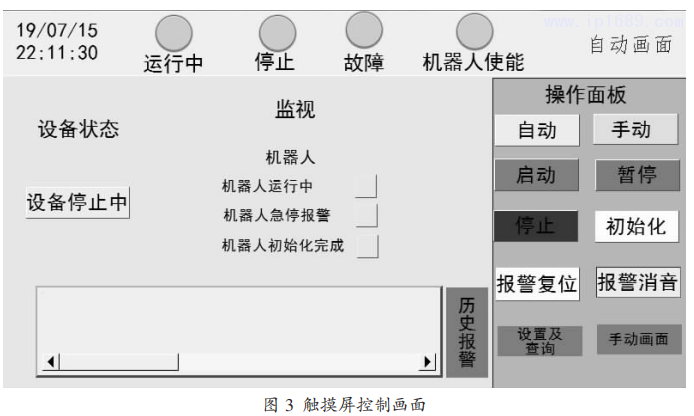
通過觸摸屏控制可實現(xiàn)自動控制����、手動控制、監(jiān)視運行狀態(tài)和設(shè)置參數(shù)����。設(shè)置傳送帶的運行速度和料倉存儲個數(shù)以及報警指示等功能。觸摸屏畫面如圖 3 所示����。通過觸摸屏啟動自動按鈕,再 按啟動按鈕���,機(jī)器人能按預(yù)定設(shè)計完成整個碼垛過程��。
5 系統(tǒng)調(diào)試
PLC 程序����、機(jī)械手運行程序及監(jiān)控畫面設(shè)計好之后,對系統(tǒng)進(jìn)行調(diào)試����。系統(tǒng)能
按要求運行,達(dá)到預(yù)期���。
6 結(jié)束語
采用三菱 PLC 和工業(yè)機(jī)器人技術(shù)設(shè)計的自動碼垛控制系統(tǒng),該系統(tǒng)經(jīng)調(diào)試后按要求運行����、控制可靠,性能優(yōu)越���。系統(tǒng)不僅能對物品進(jìn)行自動碼垛���,而且能遠(yuǎn)程監(jiān)測現(xiàn)場設(shè)備的運行狀況,實現(xiàn)了實時數(shù)據(jù)顯示���,性能穩(wěn)定可靠����。為自動化生產(chǎn)工藝的實現(xiàn)提供一定的參考價值��。
參考文獻(xiàn):
[1]鄧三鵬,周旺發(fā)���,等.ABB 工業(yè)機(jī)器人編程與操作[M].機(jī)械工業(yè) 出版社���,2019. [2]李晶,林耿新��,等.組態(tài)王軟件在電氣工程中的應(yīng)用[J].三江高 教���,2014(02):49-53.
[3]FX3U 手冊[Z].網(wǎng)絡(luò)下載文檔.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





