李玉仙 李敏 徐巧藝
聚氯乙烯(PVC)片材在包裝上的應用十分普遍。這種材料在包裝的美觀性和保護性���、包裝成本���、生產(chǎn)的普及型和便利性、包裝工藝的自動化程度等各方面的表現(xiàn)都十分突出���。但聚氯乙烯在加工過程中不可避免地要添加增塑劑���、防老劑等具有毒性的輔料,后期回收處理時在較高溫度下會慢慢分解出對人體有害的氯化氫氣體���。
對現(xiàn)代包裝業(yè)來說���,包裝環(huán)保化���、綠色化已成為行業(yè)發(fā)展的必然趨勢���。近年來PVC制品在各個領域的包裝選材中都逐漸被更加環(huán)保的材質(zhì)所取代,食品及日化行業(yè)則走在各行業(yè)的前列���。聚對苯二甲酸乙二醇酯(PET)憑借其優(yōu)良的韌性���、高強度、高透明性���,以及可回收再生利用���、燃燒不產(chǎn)生有害氣體的優(yōu)異環(huán)保性能���,受到消費者和生產(chǎn)者的極大青睞。越來越多的快速消費品企業(yè)發(fā)布可持續(xù)宣言���,表示將陸續(xù)停止使用PVC材料并逐步轉(zhuǎn)向使用PET材料���。牙刷包裝中使用的吸塑罩殼片材的轉(zhuǎn)換就是很好的實踐。
但PET材料的特殊性給自動包裝生產(chǎn)線帶來了挑戰(zhàn)���。與PVC材料相比���,PET材料加工溫度高、熔點高���、柔韌性好���,對于包裝機器的沖切模具要求很高,且沖切模具更換頻率較PVC高���,無疑增加了企業(yè)生產(chǎn)成本���。針對以上問題進行分析���,通過PET片材結構優(yōu)化、吸塑油改良和自動包裝生產(chǎn)線升級改造���,最終得到焊接效果合格的包裝成品。
一���、材料部分
1.PET片材結構優(yōu)化
PET雖然已被用于吸塑包裝���,但由于是結晶材料,玻璃化轉(zhuǎn)變溫度高���,模塑溫度高���,普通聚酯薄膜經(jīng)過特殊工藝處理只能得到30%以下的熱收縮率,加工成型困難���,抗沖擊性能差���,因此需要通過改性、共混等方法改進其加工成型性能���,來滿足牙刷吸塑包裝的要求���。
APET(非結晶化聚對苯二甲酸乙二醇酯)片材是由使用間苯二甲酸及二甘醇對聚酯進行改性后的樹脂經(jīng)擠出成型而得���。APET是熱塑性環(huán)保塑膠產(chǎn)品,廣泛應用于吸塑包裝���,其邊料與廢品可回收���,所含化學元素同紙張一樣為碳、氫���、氧���,屬于可降解塑料。APET的耐折性好���,比重比一般材質(zhì)低3.7%���,透明度高、強度高、耐低溫���,能耐零下幾十攝氏度而不脆裂���。與PET相比,APET的低溫韌性(抗沖擊性能和抗撕裂性)和耐熱性得到改善���,制品外觀透明度更高。
PETG是以二元醇進行共聚改性所制得的PET共聚物���。PETG的硬度���、剛度和韌性都比PET均聚物好,低溫下也保持應有的韌性���。制品的透明度更高���,幾乎可以達到無色。其韌性相對APET較低���,熔點比APET低20?℃���,有更好的加工性能和吸塑性能���,并且是一種可降解的環(huán)保型材料。
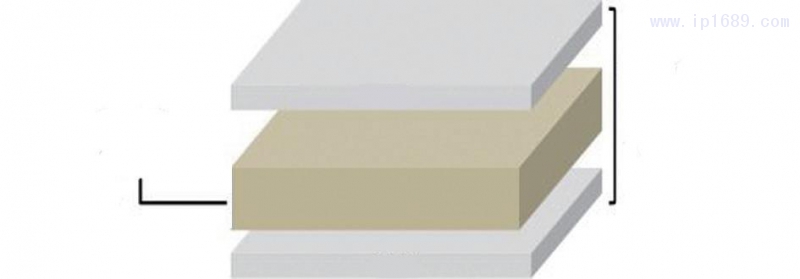
結合APET和PETG兩者優(yōu)良的特性���,將PET吸塑片材做成三層復合片材���。這種三層復合片材由中間層APET、上下兩層PETG原料按合適比例共擠產(chǎn)生���,如圖1所示���。PETG更容易被切斷,可以有效提高刀模的壽命���。一般在切割APET的情況下���,切刀的壽命只有15萬次,刀具磨損后需要打磨���。因為上下切刀的間隙要保持在一定范圍之內(nèi)���,所以切刀一般只允許打磨5次���。而做成三層復合結構后,有效提高了刀模的壽命���。另外���,可以在中間層增加一定的回收材料來降低成本。
2.吸塑油的影響
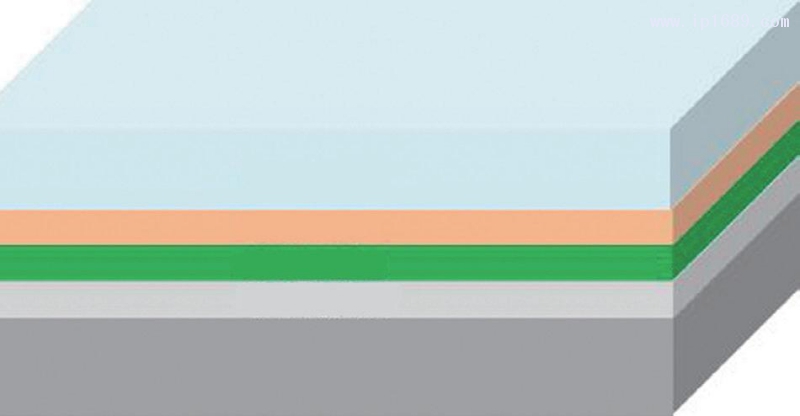
吸塑包裝一般是將不規(guī)則物體通過使用PVC或PET透明泡罩加以密封防護���,再將泡罩與已涂敷吸塑油的紙卡(紙張)通過熱壓黏合在一起,形成完整���、規(guī)則���、透明的包裝形式。目前中國牙刷市場主流的包裝方式均采用真空吸塑包裝���,具體結構如圖2所示���。
吸塑油是連接背卡和吸塑罩殼的黏合劑。在更換吸塑泡罩材料時,吸塑油的選擇成為影響焊接效果的關鍵因素���。吸塑油的主要成分是樹脂(如聚氨酯類���、丙烯酸類等)和添加劑(如抗老化劑、稀釋劑等)���。在牙刷背卡印刷完畢之后���,可選擇在線或者離線涂布吸塑油。吸塑油的成分���、黏性���、稀稠度、涂布程度���、涂布后背卡放置時間等都會影響牙刷吸塑焊接的效果���,需要選擇與PET材料匹配的吸塑油。
3.測試方案的建立
吸塑包裝焊接效果合格的判定方法為:焊接后將吸塑片材與牙刷背卡全部用手撕開���,破壞界面發(fā)生在紙纖維層���,并且吸塑片材的焊接面積范圍內(nèi)附有90%以上的紙纖維���;連續(xù)焊接不良的長度不得超過1?cm。只有塑料片附有一定量的紙層纖維���,才能滿足在生產(chǎn)���、搬運、儲存���、運輸���、銷售過程中吸塑包裝不會輕易破開���,產(chǎn)品到達消費者手中時依舊密封性良好���。
通過一系列模擬生產(chǎn)過程和實際運輸過程的測試驗證(如表1),在牙刷背卡相同的條件(全轉(zhuǎn)移技術)下���,所改良的吸塑油不僅滿足PET復合材料吸塑罩殼的焊接要求���,同時對PVC材料的吸塑罩殼也可適用���。這可幫助企業(yè)在進行物料轉(zhuǎn)換時減少庫存物料的報廢,節(jié)約費用���。
二���、機器改造升級
選擇優(yōu)化后的PET復合片材和匹配的吸塑油,針對PET材質(zhì)特性���,對自動包裝機器分別從預熱工位���、模切前工位以及模切工位三個方面進行升級改造。
預熱工位的問題在于PET片材的軟化點在60℃左右���,在自動生產(chǎn)線停開機5?s以上���,PET片材會從兩邊向內(nèi)收縮變形,黏附在預熱板上���,導致要重新接駁和清廢���。解決方案是增加冷風裝置���,在停開機時對著片材和預熱板之間吹冷風,確保片材不會收縮變形���。
模切前工位的改善是根據(jù)PET片材冷卻后更易模切���、不傷切刀的原理,在模切前增加冷卻裝置���,讓PET快速冷卻并更容易被切斷���,有效提高刀模的壽命。
模切工位的改善是對上固定板的材料���、密度進行調(diào)整并進行調(diào)質(zhì)處理,增加整體的剛性���,確保長時間使用不變形���,以保證整體平面度在機構設計要求之內(nèi)���。導柱直徑加大至40?mm,增加導柱的剛性���,提升整體的穩(wěn)定性���。改變導柱的上下定位方式,利用導柱的最大外圓定位(上固定板的背面加工直徑為40?mm的定位孔)���,確保導柱長時間使用不易變形���。改變沖刀固定座的鑄造材料、增加相應的熱處理���,同時增加支撐點部位的加強筋���,保證其長時間使用不易變形,確保固定座的整體平面度���。
通過對這三個工位的協(xié)同改造���,可以極大改善產(chǎn)品的焊接效果���。
三、結論和展望
通過優(yōu)化PET片材結構���,選擇匹配的吸塑油���,對偽。常見的有溫變油墨���、光變油墨等防偽油墨���,金銀卡紙、鐳射紙���、光棒鐳射紙���、介子紙以及帶有微縮文字或鐳射圖案的專版紙、貓眼等承印材料���,燙金���、燙銀、燙全息圖案���、冷轉(zhuǎn)移���、冷燙、數(shù)字燙金���、壓紋���、凹凸、凸油���、植絨���、光油、磨砂���、冰點���、冰花等表面整飾工藝���,還有噴印可變二維碼、3D印刷等自動包裝機器進行升級改造���,解決了PET材料所存在的難吸塑���、預加熱易變形、不易被模切的問題���,實現(xiàn)了環(huán)保PET吸塑泡罩在牙刷包裝上的成功應用(如圖3)���。未來牙刷包裝在兼顧美觀實用的同時,必定會更加廣泛深入地應用環(huán)保的材料及工藝���,如采用去膜化的材料���、采用更加環(huán)保的油墨及光油等,切實踐行綠色包裝的承諾���。
























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻...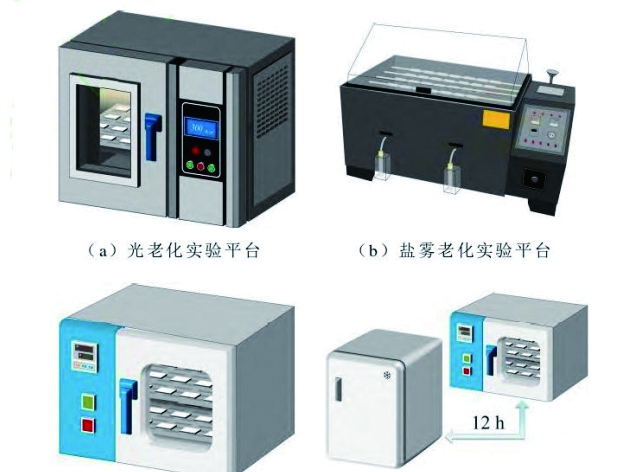 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





