李棟1 王琰2 廖慧明3
(1. 中國石化揚子石油化工有限公司南京研究院 ,江蘇 南京 ,210048;2. 南京科技職業(yè)學(xué)院電氣與控制學(xué)院 ,江蘇 南京 ,210048;3. 中國石化揚子石油化工有限公司塑料廠 ,江蘇 南京 ,210048)
摘要 :通過目標(biāo)產(chǎn)品設(shè)計,采用 Hypol聚丙烯工藝��,選擇等規(guī)度高 ���、氫調(diào)敏感性好的催化劑,使用剛韌平衡較好的外給電子體和增透助劑���,開發(fā)了熱成型聚丙烯專用料(PPR-ET03-S)�。該專用料純度高,粒徑分布均勻,熔體流動速率( MFR)為3. 0g/10min��,彎曲模量為1421MPa��,拉伸強度為36. 1MPa���,23℃下沖擊強度為 4. 7kJ/m2��,霧度為 11%�,灰分為0.041%���,負(fù)荷變形溫度為81℃��,黃色指數(shù)為—5�,并在應(yīng)用試驗中表現(xiàn)出良好的加工性能 。制品表面光滑平整 ��、厚度均勻���,透明度與片材 熔垂程度均滿足要求 ���。
關(guān)鍵詞 : 聚丙烯;熱成型�;熔體流動速率;相對分子質(zhì)量分布
熱成型技術(shù)是一種以熱塑性塑料片材為成型對象的二次成型技術(shù) ,主要包括真空成型��、壓力成型��、模塞輔助成型及其組合 ,生產(chǎn)過程包括片材制備和制品成型 2個階段���,兩者均對制品性能產(chǎn)生很大影響 ��。一般情況下���,片材加熱軟化或熔融后 ,會發(fā)生熔垂變形 , 當(dāng)預(yù)熱好的片材進入成型工位后��,在外力 (壓力或機械力)作用下快速進入模具腔成型 ��。上述2個形變速率區(qū)域的應(yīng)力-應(yīng)變速率-溫度關(guān)系決定了熱成型加工窗口寬度及最終制品性能[1-5] ���。
熱成型產(chǎn)品按照規(guī)格通常分為2類:薄片和厚片,兩者的生產(chǎn)設(shè)備和制品的應(yīng)用領(lǐng)域有較大差異�,其中 ,薄片制品占比更高�。隨著食品包裝方式的改進 ,熱成型聚丙烯(PP)產(chǎn)品逐漸走向高端化,這要求其具備高透明性和高剛性等特點,比如,快餐行業(yè)的速食餐盒蓋要具有較高的視覺沖擊效果,有效呈現(xiàn)食材 ,深受客戶青睞[6-7] 。
下面通過目標(biāo)產(chǎn)品設(shè)計和生產(chǎn)工藝調(diào)整���,開發(fā)了熱成型PP專用料 PPR-ET03-S,該產(chǎn)品具有高透明和高剛性等特點�,同時滿足了下游客戶快速 、高效 ���、連續(xù)化生產(chǎn)的要求 ���。
1 試驗部分
1.1 主要原料
無規(guī)共聚PP,熔體流動速率 ( MFR) 3.0g/10min��,乙烯質(zhì)量分?jǐn)?shù) 1.8% ��,增透助劑(A 和 B),均為自制 ���;抗氧劑 1010���,抗氧劑168,均為天津利安隆新材料股份有限公司���;硬脂酸鋅�,質(zhì)量分?jǐn)?shù)不小于 99.0%��,呈和科技股份有限公司���。
1.2 主要儀器設(shè)備
熔體流動速率儀��,556-0031���,美國賽默飛世爾科技公司;電子多功能試驗機��,CMT-5204,深圳市 新三思材料檢測有限公司�;電子萬能試驗機, AG-5000A��,日本島津公司;擺錘沖擊儀�,7611,意大利 Ceast 公司 ; 負(fù)荷變形溫度試驗儀��,148-HDPC-6���,株式會社安田精機制作所��;色差儀, LabScan XE���,美國 HunterLab公司;光澤度儀�,WGG60,上?��,F(xiàn)代環(huán)境工程技術(shù)股份有限公司;凝膠滲透色譜儀(GPC),PL-GPC220��,美國安捷倫科技有限公司��。
1.3 測試與表征
MFR按照GB/T3682.1— 2018進行測試��;拉伸性能按照GB/T1040.2— 2006進行測試�;彎曲性能按照 GB/T9341— 2008進行測試���;沖擊性能按照GB/T1043.1— 2008進行測試 ;負(fù)荷變形溫度按照GB/T1634.2— 2019進行測試;灰分含量按照 GB/T9345.1— 2008進行測試��;黃色指數(shù)按照HG/T3862— 2006進行測試 ; 光澤度按照GB/ T2918— 2018進行測試 ��。
GPC分析:1��,2��,4-三氯苯為溶劑, 淋洗溫度為150 ℃���,流量為 1.0mL/min�。
2 結(jié)果與討論
2.1 目標(biāo)產(chǎn)品設(shè)計
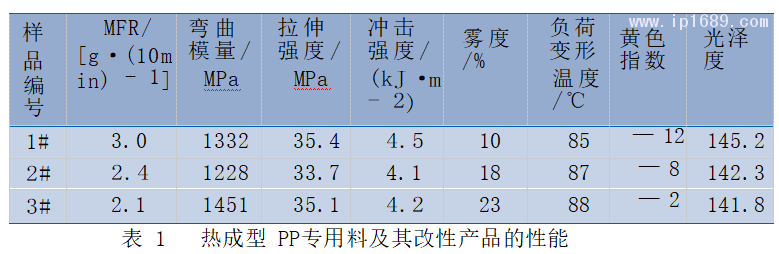
目前 ,市場上的熱成型PP專用料MFR為2.0~ 3.0g/10min���,兼顧加工速率和熔體強度��,主要分為均聚產(chǎn)品和無規(guī)產(chǎn)品��,采用 Z-N催化劑���,配 合硅烷類外給電子體進行生產(chǎn),部分下游廠家在生產(chǎn)前對 MFR為0.1~ 10.0g/10min的常規(guī)PP產(chǎn)品進行了增剛或增透改性[8-10]。 目前,國家對一次性塑料制品頒布多項限制規(guī)范政策, 同時對包裝材料的健康要求越來越高���。薄壁制品回收后性能下降過多���,很難進行循環(huán)應(yīng)用,因此���,下游廠家響應(yīng)政策引導(dǎo)���,逐步傾向于使用低MFR的熱成型PP專用料,其制品滿足熱水消毒及回收再利用的要求[11]��。根據(jù)市場調(diào)研要求��,對市場上的PP產(chǎn)品進行分析評價���。調(diào)研發(fā)現(xiàn) :為了滿足熱成型加工中高熔體強度的需求���,該類專用料的 MFR普遍不高��,改性方式是將均聚PP和無規(guī)共聚PP按照一定質(zhì)量比共混���,添加少量增剛增透助劑 ���。 熱成型 PP專用料(1#) 及其改性產(chǎn)品(2#和3#)的性能如表1所示��,其中���,光澤度是在入射角60°時測得。
目標(biāo)產(chǎn)品設(shè)計要滿足快速加工的實際需求�,同時,熱成型片材在高 溫下要具有較高的熔體強度��,并滿足高透明性等要求���。
2.2 產(chǎn)品性能優(yōu)化
選擇氫調(diào)敏感性���、高等規(guī)度和共聚性能適宜的催化劑,是該目標(biāo)產(chǎn)品成功開發(fā)的關(guān)鍵之一 ��。
目標(biāo)產(chǎn)品剛性高���,需要較高的等規(guī)度�;采用氫氣調(diào)節(jié)目標(biāo)產(chǎn)品相對分子質(zhì)量���,可以形成少量長鏈段結(jié)構(gòu)�,從而使片材具有較高的熔體強度;適宜的共聚性能可以避免形成短鏈段的乙丙共聚組分��,從而使片材具有較好的表面光澤和透明性���,避免片材和最終制品表面形成魚眼或流痕[12]
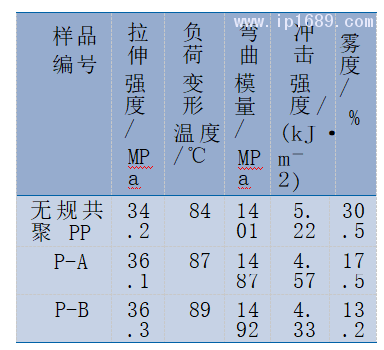
采用5L聚合釜模擬串聯(lián)工藝下的乙丙共聚產(chǎn)品生產(chǎn)�,使用直徑40mm螺桿篩選透明助劑,考察串聯(lián)各釜產(chǎn)品的MFR及乙烯共聚量的分配,分別用增透助劑A和增透助劑B改性無規(guī)共聚PP��,相應(yīng)產(chǎn)品分別記為P-A, P-B�,產(chǎn)品性能如表2所示。
由表2可以看出��,2款增透助劑均可少量提升產(chǎn)品剛性�,大幅度降低霧度 ,但產(chǎn)品的沖擊強度降低 ,經(jīng)過下游廠家實際應(yīng)用驗證 , 仍能滿足應(yīng)用需求 。
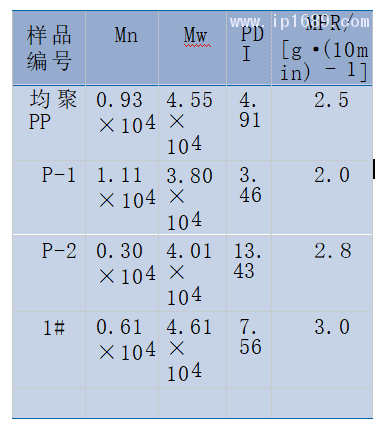
合作廠家采用設(shè)計的配方1和配方2對均聚PP進行改性���,產(chǎn)品分別命名為 P-1���,P-2,然后用作熱成型PP產(chǎn)品的原料。產(chǎn)品的MFR及GPC分析如表3所示���。
由表3可以看出,與 1#相比,該均聚PP相對分子質(zhì)量分布較窄,MFR較低 �。為了平衡最終制品的剛韌性能,廠家會加入少量均聚或無規(guī)共聚 PP���,實際加工發(fā)現(xiàn)��,由 P-1和P-2得到的最終制品透明性不均勻�,同時加工速度受限制��,片材在擠出口模及冷卻輥壓延時存在黏連現(xiàn)象[13]���,同時色澤偏黃���,可能與二次加工抗氧劑損耗有關(guān)。表2 產(chǎn)品的性能
2.3 聚合工藝選擇
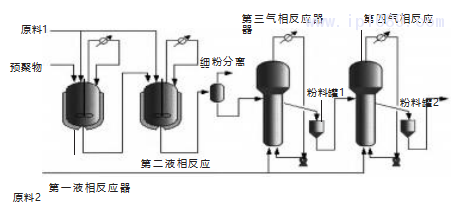
現(xiàn)有常規(guī) PP工藝中�, HypolPP工藝的平均停留時間最長,較長的反應(yīng)時間可以充分釋放催化體系的活性���,有利于調(diào)控各反應(yīng)釜的工藝參數(shù)��,可以合理分配產(chǎn)品MFR和乙烯共聚性能�,有利于剛韌平衡和無規(guī)聚合的匹配���。圖1為HypolPP工藝示意 �。
圖1 HypolPP工藝示意
選擇中國石化催化劑分公司最新的高剛性催化劑,配合使用等規(guī)度較高的外給電子體��,經(jīng)過預(yù)聚合處理后注入反應(yīng)釜�,按照聚合活性釋放和衰減規(guī)律,分配乙烯進行共聚合��,生 產(chǎn)目標(biāo)產(chǎn)品PPR-ET03-S���。所得產(chǎn)品純度高, 粒徑分布均勻, MFR為 3.0g/10min,彎曲模量為1421MPa�,拉伸強度為36.1 MPa��,23 ℃下沖擊強度為4.7kJ/m2��,霧度為11%��,灰分為 0.041%��,負(fù)荷變形溫度為81℃ ���,黃色指數(shù)為-5��。
生產(chǎn)過程相對平穩(wěn)��,各釜物料顆粒均勻���,細(xì)粉含量無明顯增加,粉末流動性能良好�。在造粒階段添加增透助劑,經(jīng)切粒干燥并測試合格后包裝出廠���。樣品通過 GB4806.6—2016《食品接觸用塑料樹脂》中正己烷溶出物檢測要求��,同時通過美國食品和藥物管理局(FDA) 和《關(guān)于限制在電子電氣設(shè)備中使用 某些有害成分的指令》(RoHS) 認(rèn) 證���,滿足相關(guān)衛(wèi)生強檢要求 。
2.4 應(yīng)用試驗
使用MODEL1200mm PP片材生產(chǎn)線進行應(yīng)用試驗��。廠家在正常使用改性料擠出片材的情況下進行試驗料 (PPR-ET03-S)切換��,改性料的MFR為2.6g/10min�,工藝參數(shù)未做較大調(diào)整,各段控制溫度為190~230℃ ���,加工速度為20m/min��。 擠出片材厚度為0.45 mm���,幅寬為800.00 mm�。試驗過程穩(wěn)定正常���,試驗料的加工性能良好�;制品表面光滑平整 ���、厚度均勻�,透明度與片材熔垂程度均達(dá)到廠家質(zhì)量要求��。正負(fù)壓吸塑成型試驗制得的片材和餐盒蓋制品與市售產(chǎn)品具有相同的透明度���,而且手感更優(yōu)��。
試驗過程中也存在一定問題��,如:試驗料片材側(cè)邊卷邊現(xiàn)象比改性料嚴(yán)重��,可能與試驗料的相對分子質(zhì)量分布較寬有關(guān)��;片材透明度與加工溫度和冷卻輥的溫度高度相關(guān) , 冷卻輥溫度稍高,霧度明顯增加 , 對加工設(shè)備溫控精度的要求較高��。3 結(jié)論
a) 通過目標(biāo)產(chǎn)品設(shè)計���,采用HypolPP工藝���,選擇等規(guī)度高 、氫調(diào)敏感性好的催化劑���,使用剛韌平衡較好的外給電子體和增透助劑,開發(fā)了熱成型PP專用料PPR-ET03-S�。
b) PPR-ET03-S專用料純度高,粒徑分布均勻�,MFR為3.0g/10min,彎曲模量為1421MPa��,拉伸強度為36.1MPa�,23℃下沖擊強度為4.7kJ/m2 ,霧度為11%���,灰分為0.041%���,負(fù)荷變形溫度為81℃,黃色指數(shù)為-5�。
c) 在應(yīng)用試驗中 ,PPR-ET03-S專用料表現(xiàn)出良好的加工性能。制品表面光滑平整���、厚度均勻 ,透明度與片材熔垂程度均滿足要求 ��。
d) 在PPR-ET03-S應(yīng)用試驗中, 片材側(cè)邊出現(xiàn)了明顯的卷邊現(xiàn)象,需要進一步對產(chǎn)品的微觀結(jié)構(gòu)進行優(yōu)化��。
參考文獻(xiàn)
[1] 徐煥,王良詩,張麗英,等.聚丙烯熱成型的研究與開發(fā)進展 [J] .塑料 ,2011,40(6) :111-117.
[2]龐君 , 田正昕,王小涓.熱成型用透明PP的工業(yè)開發(fā)[J] .合成樹脂及塑料,2009,26(5):17-20.
[3]MOHAMMADIAN-GEZAZ S,GHASEMI I, KARRABIM , etal. Investigation on the thermoformability of polyolefin blends by hot tensile and rheological tests[J] . Polymer Testing,2006,25(4) :504-511.
[4]XIAO W C, WANG B Y,ZHENG K L.An experimental and numerical investigation on the formability of AA7075 sheet in hot stamping condition[J] . The International Journal of Advanced Manufacturing Technology, 2017, 92(9):3299-3309.
[5]KARATHANASOPOULOS N, PANDYA KS, MOHR D.An experimental and numerical investigation of the role of rivet and die design on the self-piercing riveting joint characteristics of aluminum and steel sheets[J] . Journal of Manufacturing Processes, 2021, 69:290-302.
[6]LAU H C, BHATTAEHARYA S N, FIELD GJ. Melt strength of polypropylene: Its relevance to thermoforming [J] . Polymer Engineering and Science, 1998, 38(11) : 1915-1923.
[7]JAHANIY. The effect of initiator, polyfunctional monomer and polybutene-1resin on thelong chain branching ofrandom polypropylene copolymervia reactive extruder[J] . Polymer- Plastics Technology and Materials, 2020, 60(3) :327-343.
[8]HE CX,COSTEUX S, WOOD-ADAMS P,et al. Molecular structure of high melt strength polypropylene and its application to polymer design[J]. Polymer, 2003, 44(23) : 7181-7188.
[9]MACAULEY NJ, HARKIN-JonESEM A, MURPHY W R. The influence of nucleating agents on the extrusion and thermoforming of polypropylene[J]. Polymer Engineering and Science,1998,38(3) :516-523.
[10]曹新鑫,何小芳,王海娟,等.聚丙烯成核劑及其對聚丙烯性能的影響[J] .塑料助劑. 2006(3) :12-15,46.
[11]曹歡 ,馬國玉 ,王輝.成核劑在熱成型專用聚丙烯樹脂開發(fā)中 的應(yīng)用[J].合成樹脂及塑料 ,2013,30(6):44-47.
[12]江嫻,周祚東.熱成型聚丙烯專用料的工業(yè)開發(fā)[J] .云南化工 ,2020,47(7) :107-108,111.
[13] 張玉澎.聚丙烯發(fā)泡片材的熱成型性研究[J].現(xiàn)代塑料加工應(yīng)用,2002,14(5):19-20.























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I...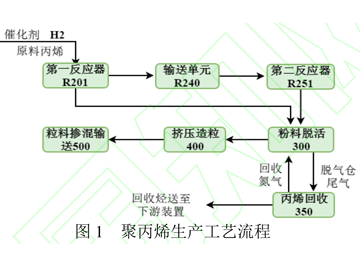 高性能注塑聚丙烯...
高性能注塑聚丙烯...





