婁艷華,周建華
(濮陽(yáng)職業(yè)技術(shù)學(xué)院���,河南濮陽(yáng)457000)
摘要:排水管作為基礎(chǔ)設(shè)施,其成型質(zhì)量直接影響居民的生活���,因此對(duì)排水管的成型質(zhì)量要求越來(lái)越高��。以聚氯乙烯(PVC)建筑排水管為研究對(duì)象��,以熔體溫度��、保壓壓力���、模具溫度和冷卻時(shí)間4個(gè)因素為試驗(yàn)變量���,以排水管的翹曲變形量為響應(yīng)目標(biāo),建立L9(34)正交試驗(yàn)��。結(jié)果表明:熔體溫度對(duì)制件的翹曲變形影響較大���,當(dāng)熔體溫度���、模具溫度、保壓壓力以及冷卻時(shí)間分別為180℃��、60℃��、70MPa和10s時(shí)���,制件的翹曲變形量相對(duì)較小���,為2.6240mm。通過(guò)Moldflow模流分析軟件對(duì)優(yōu)化后的工藝參數(shù)進(jìn)行驗(yàn)證���,結(jié)果達(dá)到實(shí)際生產(chǎn)要求��。
關(guān)鍵詞:建筑排水管���;正交試驗(yàn);Moldflow��;翹曲變形���;工藝優(yōu)化
建筑排水管作為常用的基礎(chǔ)設(shè)施之一��,通過(guò)注塑成型工藝制得���,所用材料為聚氯乙烯(PVC)。PVC具有不易燃���、耐熱性好���、強(qiáng)度高��、耐氣候變化等優(yōu)點(diǎn)���,被廣泛應(yīng)用于室內(nèi)外裝飾、建材以及化工等領(lǐng)域[1]��。
排水管內(nèi)部鏤空��,所以在成型過(guò)程中很容易發(fā)生翹曲變形��,嚴(yán)重影響制件的成型質(zhì)量[2]��。馬春文[3]對(duì)排水管結(jié)構(gòu)進(jìn)行分析��,設(shè)計(jì)一套內(nèi)螺紋抽芯注塑模具���,有效改善制件的成型質(zhì)量��。簡(jiǎn)忠武等[4]設(shè)計(jì)一副側(cè)澆口兩板注塑模具���,用于PVC給排水管三通接頭塑件的自動(dòng)注塑成型。季寧等[5]通過(guò)設(shè)計(jì)正交試驗(yàn)對(duì)防爆球的注塑成型工藝進(jìn)行優(yōu)化��,優(yōu)化后的制件能夠達(dá)到實(shí)際生產(chǎn)工藝要求。覃清儀等[6]基于計(jì)算機(jī)輔助工程模擬分析供水管路接口的注塑成型過(guò)程��,設(shè)計(jì)一套性能良好的管道接頭���。鄧然等[7]對(duì)大彎徑建筑塑料管接口注塑成型工藝進(jìn)行研究,采取合理的方式有效降低了生產(chǎn)成本���。丁華鋒等[8]通過(guò)Solidworks軟件對(duì)管道的排布進(jìn)行模擬���,達(dá)到了降本增效的目的。張紅等[9]利用計(jì)算機(jī)輔助技術(shù)對(duì)管路接頭注塑的同軸度進(jìn)行優(yōu)化��,最終滿(mǎn)足了工藝設(shè)計(jì)要求��。李波等[10]對(duì)水管接頭注塑模具進(jìn)行研究���,結(jié)合CAE分析���,縮短了模具的開(kāi)發(fā)周期,提升了制件的成型質(zhì)量��。
本文對(duì)建筑排水管的研究��,選取4個(gè)注塑工藝常見(jiàn)的工藝參數(shù)為試驗(yàn)變量,以制件的翹曲變形量為響應(yīng)目標(biāo)建立試驗(yàn)方案���,通過(guò)極差分析��,獲取一組較佳的加工參數(shù)���,旨在改善制件的成型質(zhì)量。
1模擬仿真
1.1建立模型
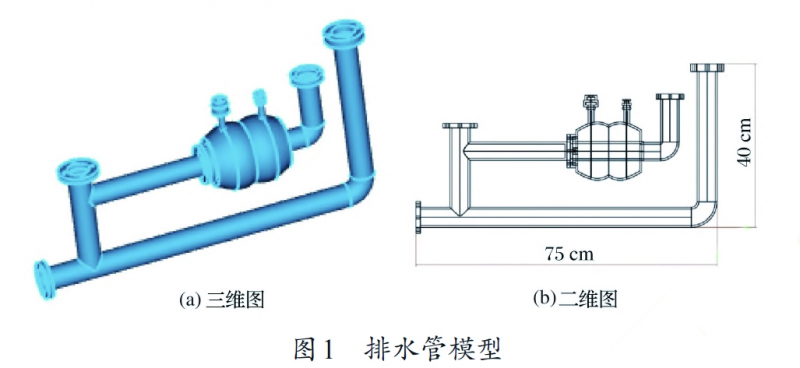
圖1為建筑排水管的三維模型���。從圖1可以看出��,該制件為兩個(gè)環(huán)形水管結(jié)合而成���,最大長(zhǎng)度為75cm,最大寬度為40cm���。排水管通過(guò)一體成型工藝制得���,所用材料為PVC塑料,該材料具有阻燃性能好��、不易燃的優(yōu)點(diǎn)[11]��。
1.2網(wǎng)格劃分
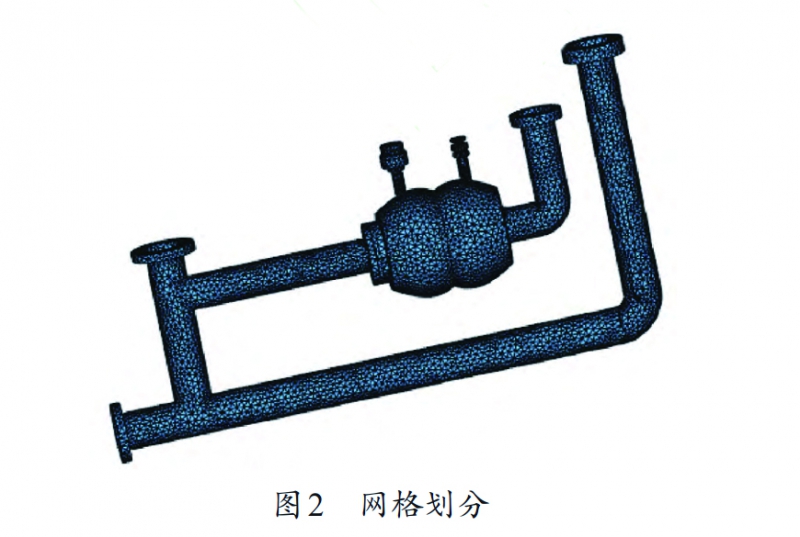
通過(guò)UGNX10.0創(chuàng)建排水管模型,隨后保存為iges格式��,導(dǎo)入Moldflow模流分析軟件中進(jìn)行網(wǎng)格劃分[12]��,圖2為劃分結(jié)果���。其中劃分網(wǎng)格單元尺寸為5mm��,網(wǎng)格總數(shù)為42181,網(wǎng)格匹配率為92.56%���。一般要求網(wǎng)格匹配率要大于90%[11]��,此時(shí)網(wǎng)格質(zhì)量達(dá)到要求���。本試驗(yàn)整體網(wǎng)格滿(mǎn)足要求。
1.3初始翹曲變形分析
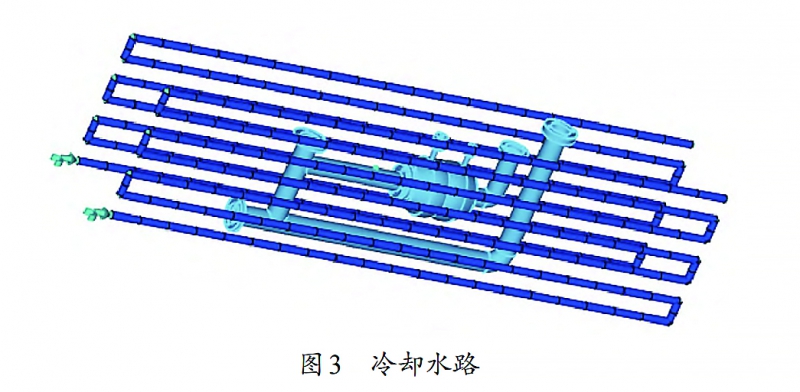
首先對(duì)制件的澆口以及冷卻系統(tǒng)進(jìn)行分析��,注塑件澆口位置一般遵循平衡單向填充[12]��。一般在壁厚較厚的位置設(shè)計(jì)澆口��,對(duì)澆口數(shù)量也有一定的要求���,制件的澆口一般略多有利于制件成型��,但是不能過(guò)多���,因?yàn)槿哿显诹鲃?dòng)過(guò)程中會(huì)互相匯合���,匯合處會(huì)產(chǎn)生熔接痕,澆口越多���,對(duì)應(yīng)的熔接痕也越多���,影響制件的成型質(zhì)量[13]。冷卻水路也要遵循水道盡量多���、界面尺寸盡量大��、沿著制件收縮方向排布等原則[14]��。圖3為冷卻水路圖���。
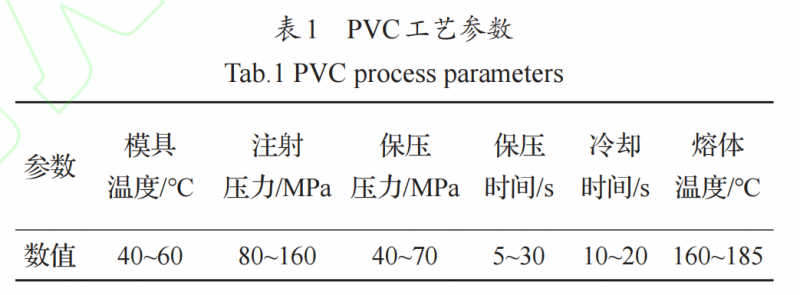
對(duì)排水管初始翹曲變形進(jìn)行模擬分析。當(dāng)模具溫度過(guò)高時(shí)��,會(huì)導(dǎo)致熔料粘在模具上,溫度過(guò)低則會(huì)導(dǎo)致熔料不能很好地充填模具��,出現(xiàn)填充不足的情況[15]���。熔體溫度也不能過(guò)高或過(guò)低���,一般來(lái)說(shuō)熔體溫度略高有利于制件成型,這是因?yàn)闇囟雀呖蓪?dǎo)致分子運(yùn)動(dòng)加快��,熔體流動(dòng)性變好��,但溫度過(guò)高會(huì)導(dǎo)致材料熱降解��,過(guò)低則可能導(dǎo)致填充不足[16]���。保壓壓力過(guò)大會(huì)導(dǎo)致制件產(chǎn)生飛邊、翹曲缺陷[17]���。表1為工業(yè)PVC注塑生產(chǎn)工藝參數(shù)[18]���。
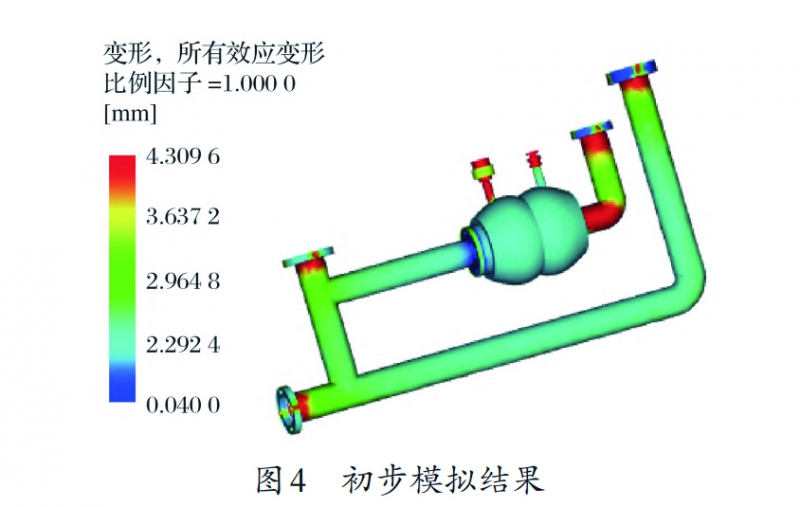
初次模擬選取模具溫度50℃、熔體溫度170℃���、保壓壓力60MPa���、冷卻時(shí)間15s��,對(duì)制件進(jìn)行注塑成型模擬��。圖4為初步模擬結(jié)果��。
從圖4可以看出��,制件最大翹曲變形量為4.3096mm��,并且在管道的拐角處翹曲變形最大��,中間處變形量較小��。這是因?yàn)橹萍诔尚瓦^(guò)程中拐角處的壁厚比較薄���,因此更容易發(fā)生成型缺陷。在實(shí)際加工中���,塑料件的變形量不應(yīng)大于3mm��。初次模擬建筑排水管的翹曲變形量不滿(mǎn)足實(shí)際加工要求��,因此需要對(duì)其進(jìn)行優(yōu)化��。
2正交試驗(yàn)設(shè)計(jì)
2.1正交試驗(yàn)設(shè)計(jì)
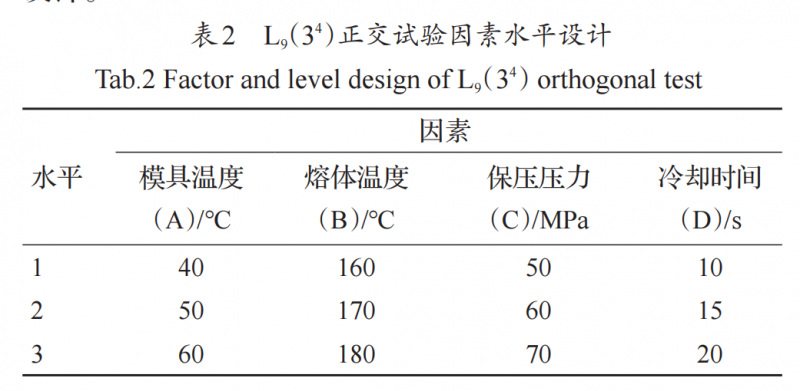
正交試驗(yàn)選取模具溫度���、熔體溫度��、保壓壓力以及冷卻時(shí)間為試驗(yàn)變量���,以制件的翹曲變形量為目標(biāo),建立四因素三水平的正交試驗(yàn)���。表2為L(zhǎng)9(34)正交試驗(yàn)因素水平設(shè)計(jì)���。
2.2正交試驗(yàn)分析
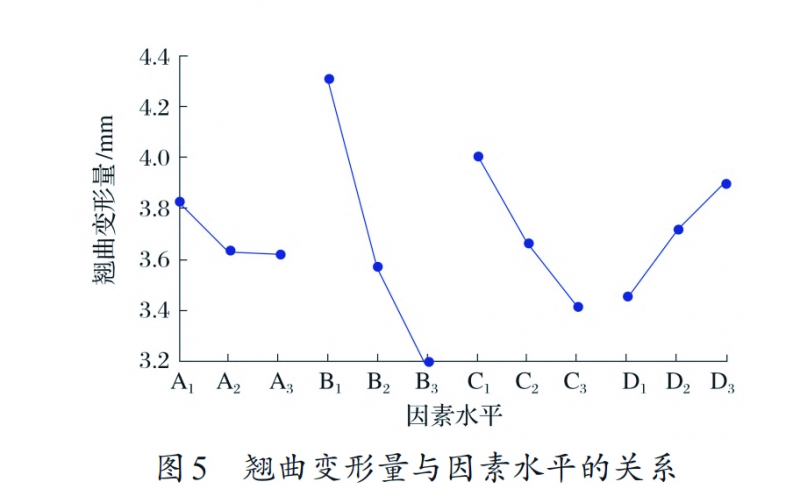
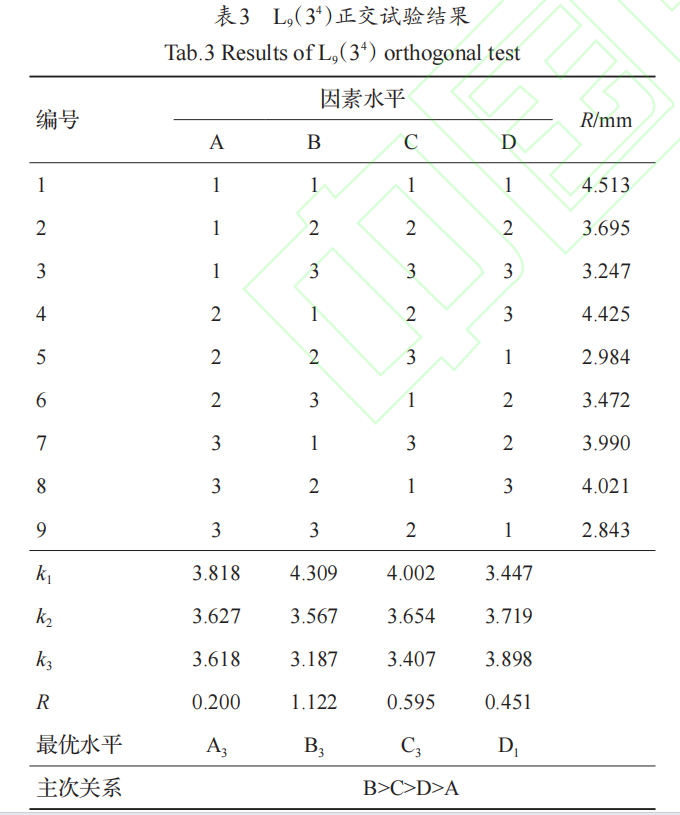
根據(jù)表2得到9組不同的工藝參數(shù)組合,通過(guò)Moldflow軟件對(duì)9個(gè)組合進(jìn)行模擬分析���。表3為L(zhǎng)9(34)正交試驗(yàn)結(jié)果。其中��,R為翹曲變形量��。為了進(jìn)一步分析各實(shí)驗(yàn)變量對(duì)制件缺陷翹曲變形量的影響程度大小��,對(duì)其進(jìn)行極差分析。極差是最大值與最小值的差值[19]���。極差越大��,表明該因素對(duì)制件的翹曲變形影響也越大[20]��。圖5為翹曲變形量與因素水平的關(guān)系��。
一般來(lái)說(shuō)���,最終目標(biāo)需要所得到的制件翹曲變形量越小越好,所以所得到的k值越小越好[21]��。從表3和圖5可以看出��,最優(yōu)水平分別為A3B3C3D1���,各因素對(duì)翹曲變形量影響的主次關(guān)系從大到小為:熔體溫度>保壓壓力>冷卻時(shí)間>模具溫度���。
圖5翹曲變形量與因素水平的關(guān)系
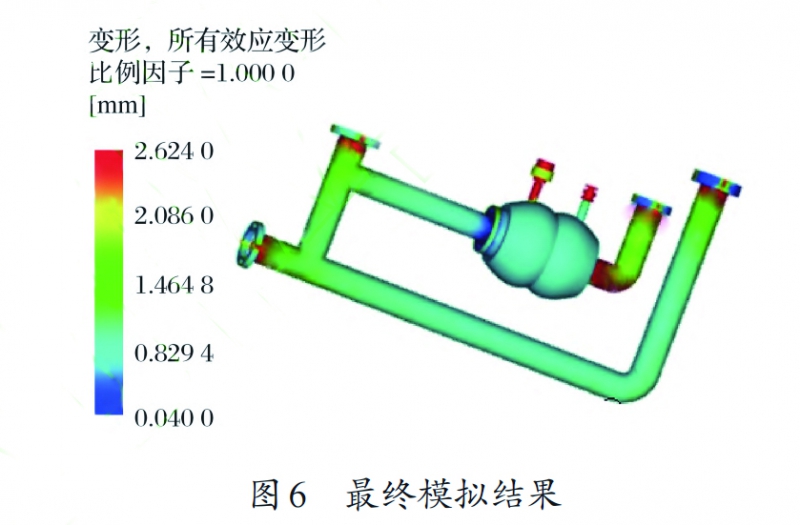
根據(jù)極差分析結(jié)果進(jìn)行模擬驗(yàn)證,在模具溫度60℃���、熔體溫度180℃��、保壓壓力70MPa���、冷卻時(shí)間10s條件下���,模擬翹曲變形量。圖6為最終模擬結(jié)果��。
圖6最終模擬結(jié)果
從圖6可以看出���,優(yōu)化后制件的最大翹曲變形量為2.6240mm���,小于3mm,達(dá)到實(shí)際生產(chǎn)要求���,并且制件的整體翹曲變形量較未優(yōu)化前有明顯改善���。
3生產(chǎn)驗(yàn)證
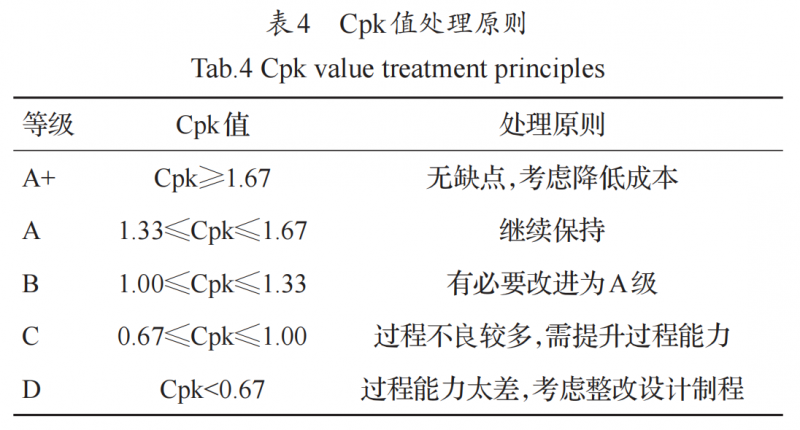
根據(jù)正交試驗(yàn)結(jié)果,在模具溫度60℃���、熔體溫度180℃、保壓壓力70MPa���、冷卻時(shí)間10s時(shí)���,進(jìn)行實(shí)際生產(chǎn)驗(yàn)證���,通過(guò)Cpk值判定成型制件的質(zhì)量,Cpk值越大表明得到的制件成型質(zhì)量越好[22]���。表4為Cpk值處理原則[23]
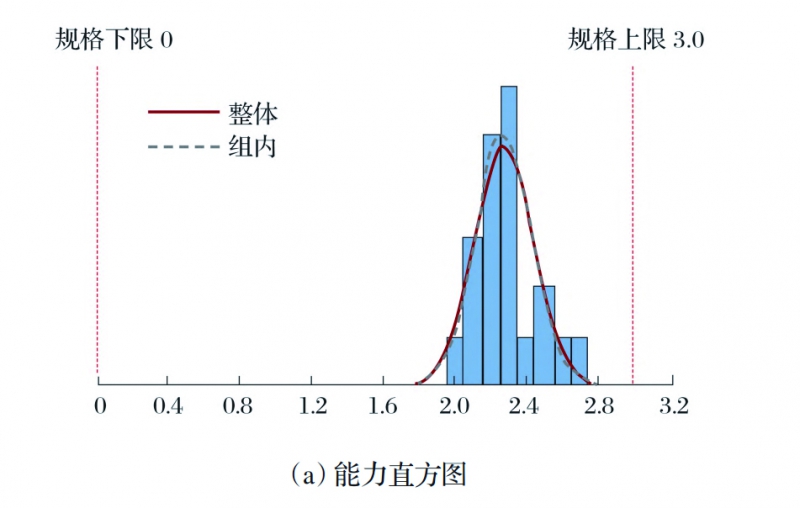
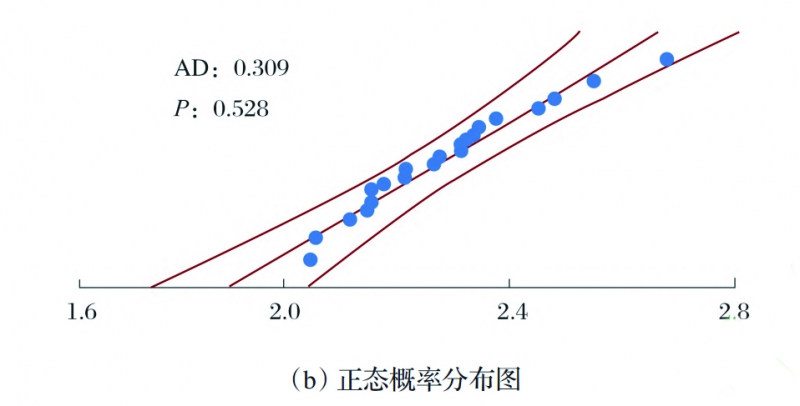
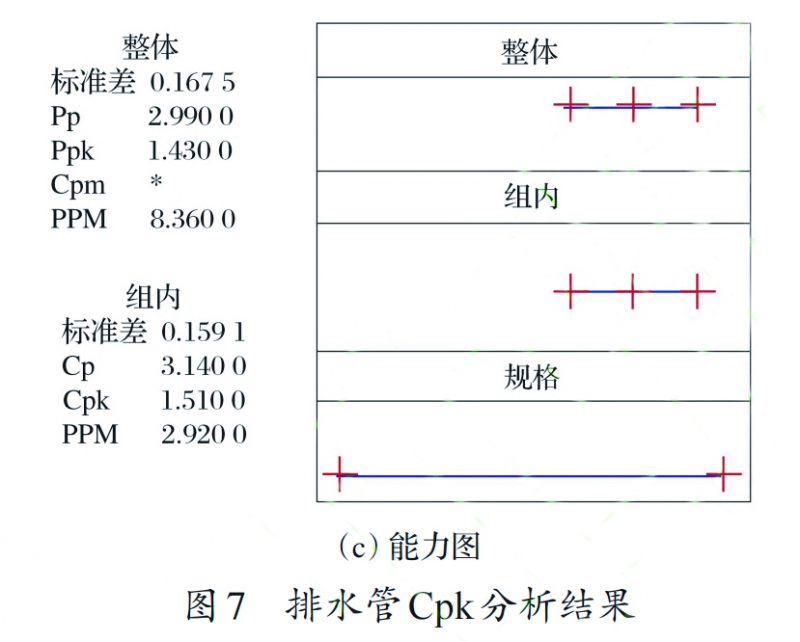
根據(jù)實(shí)際生產(chǎn)得到的半成品制件��,隨機(jī)抽取20件作為測(cè)量對(duì)象���,通過(guò)游標(biāo)卡尺對(duì)其翹曲變形量進(jìn)行測(cè)量。表5為20個(gè)樣品翹曲值��,圖7為排水管Cpk分析結(jié)果���。
從圖7a可以看出���,樣本數(shù)據(jù)與分布擬合和規(guī)格限的關(guān)系呈現(xiàn)正態(tài)分布。從圖7b可以看出��,各散點(diǎn)基本分布在一條直線(xiàn)上,表明擬合效果較好[24]���。從圖7c可以看出��,Cpk值為1.51���,根據(jù)表6處理原則,制件成型質(zhì)
量較好��,繼續(xù)保持��。
4結(jié)論
通過(guò)正交試驗(yàn)得出制件翹曲變形量最小時(shí)的工藝參數(shù)為模具溫度60℃���、熔體溫度180℃���、保壓壓力70MPa、冷卻時(shí)間10s���,4個(gè)變量對(duì)翹曲變形量的影響因素大小分別為:熔體溫度>保壓壓力>冷卻時(shí)間>模具溫度���。
優(yōu)化后通過(guò)Moldflow模擬驗(yàn)證得到制件最大翹曲變形量為2.6240mm,小于3mm��,達(dá)到生產(chǎn)要求。
通過(guò)Cpk質(zhì)量分析��,在正交試驗(yàn)得到的較佳成型工藝參數(shù)組合條件下��,制件的擬合效果較好���,Cpk值為1.51,成型質(zhì)量較好��,繼續(xù)保持���。
參考文獻(xiàn)
[ 1] 高賀勇,郭超, 高賀昌,等 . 丁腈橡膠丙烯腈含量對(duì)丁腈橡膠/聚氯乙烯 發(fā)泡材料性能的影響[J]. 橡膠工業(yè),2024,71( 1):29-34.
[2] 張國(guó)梁 . 基于 CAE 的注塑工藝參數(shù)優(yōu)化及制件質(zhì)量影響的研究[D]長(zhǎng)春:吉林大學(xué),2006.
[3] 馬春文 . 建筑排水管接頭內(nèi)螺紋抽芯注塑模具設(shè)計(jì)[J]. 現(xiàn)代塑料加工 應(yīng)用,2021,33( 1):48-51.
[4] 簡(jiǎn)忠武, 蘇曦,王品,等 . 給排水管三通接頭旋轉(zhuǎn)抽芯機(jī)構(gòu)注塑模具設(shè) 計(jì)[J]. 工程塑料應(yīng)用,2020,48(9):88-91, 102.
[5] 季寧, 張衛(wèi)星, 于洋洋,等 . 基于正交試驗(yàn)的防爆球注塑成型工藝參數(shù) 優(yōu)化[J]. 機(jī)械設(shè)計(jì),2020,37(7):74-79.
[6] 覃清儀, 范希營(yíng), 曹艷麗,等 . 基于正交試驗(yàn)的注塑成型質(zhì)量多目標(biāo)影 響因素研究[J]. 塑料科技,2020,48( 10): 17-20.
[7] 鄧然,胡嘉晨,錢(qián)佳豪,等 . 基于正交試驗(yàn)法的三相電機(jī)連接器注塑成 型翹曲變形優(yōu)化[J]. 塑料科技,2021,49(7):66-71.
[8] 丁華鋒,金先志,谷雨原,等 . 基于正交試驗(yàn)的車(chē)燈后蓋殼體注塑成型 工藝優(yōu)化[J]. 合成樹(shù)脂及塑料,2022,39(3):55-59.
[9] 張紅, 張杰,李?yuàn)^華 . 基于計(jì)算機(jī)輔助工程的供水管路接頭注塑同軸度 優(yōu)化[J]. 塑料科技,2023,51(6):85-89.
[ 10] 李波, 羅善明,李毅,等 . 內(nèi)牙水管接頭的注塑模具設(shè)計(jì)及 CAE 仿真[J]. 工程塑料應(yīng)用,2024,52( 1):95-101.
[ 11] 魏婷, 汪曉洲, 張飛 . 基于 DOE 設(shè)計(jì)與 MOPSO 算法的 PVC 建筑排水 管多目標(biāo)優(yōu)化分析[J]. 塑料科技,2021,49(2): 102-105.
[ 12] 鄧宇鋒 . 基于 Moldflow 的注塑件填充分析與澆注系統(tǒng)優(yōu)化設(shè)計(jì)[J]. 橡塑技術(shù)與裝備,2015,41(22): 146-148.
[ 13] 譚安平,駱靜,譚平 . 基于 Moldflow 軟件的短射法氣輔成型數(shù)值分析 及優(yōu)化[J]. 合成樹(shù)脂及塑料,2023,40(3):54-57.
[ 14] 李麗,伍小波 . 電子儀表外殼注塑成型工藝研究及模具設(shè)計(jì)[J]. 塑料 科技,2023,51(4):88-92.
[ 15] 何昌傳, 張鵬, 梁迪,等 . 模具溫度對(duì) PVC 熔接痕拉伸性能的影響[J]. 塑 料,2015,44( 1):87-90.
[ 16] 趙悅 . 丙烯/1-丁烯共聚物發(fā)泡材料的制備及性能研究[D]. 青島:青島 科技大學(xué),2019.
[ 17] 王偉國(guó), 崔笑研, 向良明 . 基于 MoldFlow 汽車(chē)副儀表板骨架成型優(yōu)化 [J]. 模具制造,2023,23(9):35-39.
[ 18] 陳榮創(chuàng), 張世陽(yáng), 肖海峰,等 .PE 排水三通管注塑模具設(shè)計(jì)與有限元模 擬[J]. 塑料,2022,51(6):67-71.
[ 19] 賀曉輝,丁永峰,鄧先峰 . 基于正交試驗(yàn)的薄壁塑件注塑模擬及工藝優(yōu) 化[J]. 塑料,2023,52(6): 164-167.
[20] 丁文敏,馬強(qiáng),董原君 . 基于 DOE 的連接器注塑成型工藝參數(shù)優(yōu)化[J]. 塑料科技,2021,49( 12):86-89.
[21] 李軍虎 . 基于 CAE 技術(shù)的接線(xiàn)盒注塑成型工藝研究[D]. 杭州:浙江工 業(yè)大學(xué),2013.
[22] 王順,韓紅彪,李世康,等 . 基于正交試驗(yàn)的圓柱電極參數(shù)對(duì)電火花沉 積質(zhì)量影響分析[J]. 焊接學(xué)報(bào),2021,42(7):37-43, 100.
[23] 朱俊杰,邱志文,涂華錦,等 . 基于正交試驗(yàn)的注塑參數(shù)對(duì)大塑件翹曲 的影響[J]. 模具技術(shù),2018(6):44-50.
[24] 任曄 . 基于正交試驗(yàn)法的塑料 AMT 傳感器注塑成型工藝優(yōu)化[J]. 塑 料科技,2023,51(3):79-83.















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













